




TPE Overmolding PA, Why Nylon With Fiber Is Hard To Mold And Easy To Peel Off? How To Choose A TPE?
It is a classic and widespread challenge in overmolding TPE onto nylon (PA6 or PA66) that the TPE “fails to bond tightly.” In fact, overmolding onto engineering plastics is generally difficult—especially onto POM. So, where does the problem lie? In this article, Plastic Master analyzes the issue based on past case studies.
Overmolding fundamentally involves the compatibility of different materials—akin to bone and flesh being inseparably connected. If TPE is the flesh, then the rigid plastic is the bone. If they cannot bond, the root cause lies in poor interfacial compatibility, mismatched surface energies, and significant differences in crystallization behavior between the materials.

Why is it difficult for TPE to adhere firmly to PA?
1. Low surface energy + high polarity of nylon → TPE wetting difficulty
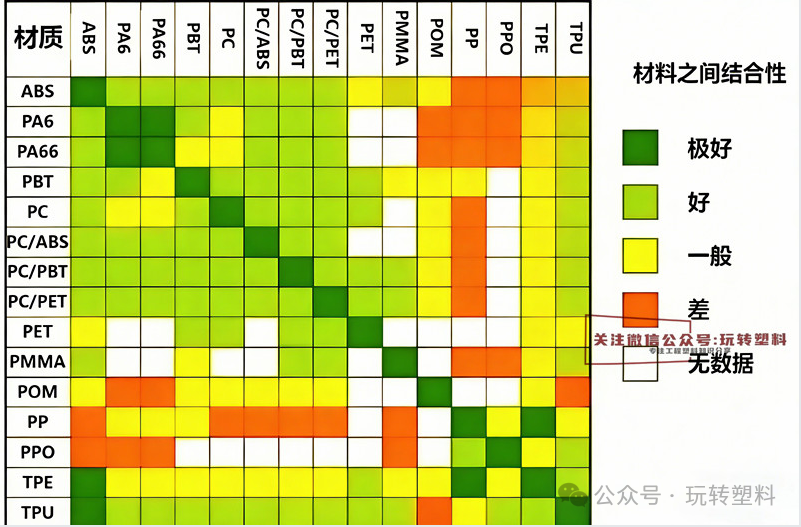
Nylon isStrongly polar crystalline polymers, with a surface tension of about 46 mN/m; while most general TPEs (such as SEBS, SBS-based) are nonpolar or weakly polar, with a surface tension of only 28–32 mN/m; as a result: the molten TPE cannot spread well on the PA surface (large contact angle), leading to insufficient physical anchoring. The figure below shows the compatibility of different materials.
2. Nylon has strong hygroscopicity → interface water vapor breaks the bonding
PA is extremely hygroscopic (e.g., equilibrium water absorption of PA66 is approximately 2.5%); if not dried thoroughly before injection molding (requirement ≤ 0.2% moisture content), water will vaporize at high temperature, forming micro bubbles or vapor layers at the TPE/PA interface, leading to.Delamination, blistering, adhesive failure。
3. Mismatch between crystallization rate and shrinkage rate → internal stress-induced delamination
PA coolingFast crystallization + high shrinkage rate (1.5–2.0%); most TPEs are amorphous or semi-crystalline with lower shrinkage rates (0.5–1.2%); resultGenerated at the interface during the cooling processShear stressPeel the TPE off the PA substrate.
4. Lack of chemical bonding → Relying solely on van der Waals forces, resulting in limited strength
Between ordinary TPE and PANo covalent or hydrogen bonds are formed; adhesion relies entirely on mechanical interlocking and physical adsorption, with strength typically below 1 kN/m; it is highly prone to debonding under stress, aging, or temperature changes.
II. Why is PA+GF more difficult to bond securely?
Plastic King once met a customer who was using nylon-coated TPE well, but after switching to another customer, it couldn't be wrapped tightly anymore. Upon investigation, it turned out that the PA resin was replaced with a glass fiber reinforced material.
Why is it more difficult for PA+GF to stick firmly?
First, let's look at the core of TPE overmolding on nylon.Interface bond strengthA strong bond must be achieved relying on intermolecular forces, chemical compatibility, or mechanical interlocking between TPE and the nylon substrate.
Moreover, nylon reinforced with glass fiber (especially GF) is difficult to encapsulate and prone to delamination; fundamentally, the incorporation of glass fiber disrupts the interfacial bonding conditions between TPE and nylon.Material properties, interface state, processing compatibilityThree dimensions to analyze the reasons, while extending corresponding solutions.
The "inert surface" of glass fiber directly weakens the interfacial bonding strength.
Adhesion between TPE and NylonPolarity Matching(e.g., hydrogen bonding or van der Waals forces formed between the amine and carboxyl groups of nylon and the ester and ether groups of TPE), or through compatibilizers (e.g., maleic anhydride-grafted TPE) to achieve chemical bonding (the grafted groups reacting with the amine groups of nylon).

But fiberglass isInorganic inert materials(Silica), with no polar groups on its surface, cannot form intermolecular interactions with TPE nor undergo chemical reactions with compatibilizers. When glass fibers are exposed on the nylon surface, the TPE contacts the glass fibers rather than the nylon resin, effectively creating an "inert isolation layer" at the interface, which drastically reduces adhesion strength.
2. Even more alarming is the fiber float in PA.
TPE can only bond with the nylon resin that is not covered by glass fibers, resulting in reduced effective bonding area. In cases of severe fiber blooming, the nylon surface is completely covered by glass fibers, so the contact between TPE and the substrate becomes almost entirely "TPE–glass fiber." Instead of overmolding nylon, it effectively becomes overmolding glass, with no effective bonding points, leading to direct delamination after cooling.
To address glass-filled nylon overmolding, the first step is to solve fiber float—first at the material level, and second through injection molding process.
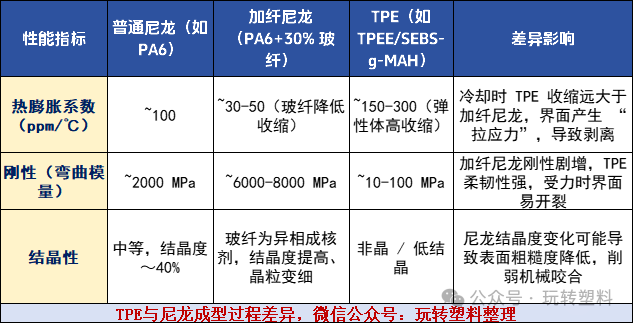
3. Glass fiber reinforcement magnifies the performance differences between “TPE and nylon,” generating internal stress.
Nylon with fiber additionMechanical properties, thermal propertiesUndergoes significant changes, with the difference from TPE widening; internal stress arises due to mismatched shrinkage upon cooling, directly rupturing the interfacial adhesion.
4. Reduced fluidity of glass-filled nylon leads to insufficient TPE wetting.
The addition of glass fiber significantly hinders molecular chain movement, whereas TPE overmolding relies onMelt infiltrationTPE needs to fully fill the micro-irregularities on the nylon surface at high temperature, forming "micro-mechanical interlocking". The TPE melt cannot effectively wet the substrate surface, resulting in small gaps at the interface, and the bonding strength is naturally insufficient.
How to Improve the TPE Overmolding Effect on Fiber-Reinforced Nylon?
1. Optimize fiberglass surface treatment: reduce fiber bloom, enhance the bonding between fiberglass and nylon. Prioritize using silane coupling agent treated fiberglass reinforced nylon raw materials, and try to use short fiber nylon as much as possible.
2. Adjust the TPE formulation to enhance compatibility with glass-fiber-reinforced nylon. Prioritize TPEs with polarity matching that of nylon.
3. Optimize injection molding process: reduce floating fibers + enhance interfacial wetting.
During the first molding, increase the nylon molding temperature (for example, the melt temperature of PA6 with fiber reinforcement can be raised from 230-240°C to 250-260°C) to increase fluidity and allow the resin to fully encapsulate the glass fibers; during the second overmolding, optimize the injection molding process parameters:

Increasing injection/holding pressure can reduce glass fiber migration to the surface, improve TPE overmolding effect, raise TPE injection temperature (10-20°C lower than nylon melt temperature to avoid overheating and deformation of nylon substrate), enhance TPE fluidity, and ensure full wetting of the nylon surface; increase mold temperature and extend holding time (TPE cools and shrinks quickly, so sufficient holding pressure is needed to fill the interface gaps).
4. Mold Design: When materials are insufficient, make up for it with structure!
If the interfacial bonding is inherently insufficient, the mechanical interlock can be enhanced through mold structure: design grooves, barbs, or rough textures (such as matte surfaces, grid patterns) on the surface of the nylon substrate where the TPE will be overmolded, allowing the TPE melt to fill these and form a physical anchor, so even if the interfacial adhesion is weak, the mechanical force can still prevent delamination.
IV. Summary: The Inherent Difficulty of Coating Glass-Fiber Reinforced Nylon
The core contradiction of glass fiber reinforced nylon is the inorganic inertness of glass fiber and its incompatibility with TPE. Not only does the glass fiber directly weaken the interfacial force, but it also further destroys the bonding conditions through a chain reaction of floating fibers, performance differences, and decreased fluidity.
The key to solving the problem is:Reducing floating fibers through fiberglass treatment, improving compatibility through TPE formulation, and enhancing interfacial wetting and mechanical interlocking through process/mold optimization, compensating for the bonding strength loss brought by glass fiber from both chemical bonding and mechanical anchoring dimensions.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

Continental Plans to Begin Sale of ContiTech in Early 2026
-

$4 Billion! Medtronic Makes Another Acquisition
-

BASF Delivers First Batch of Innovative Cathode Materials for Semi-Solid-State Batteries to Weilan New Energy
-

Why did a century-old european dental instrument giant relocate its manufacturing hub to china?
-
Profit and Revenue Growth Struggle to Conceal Debt Repayment Pressure; Success of Kingfa Sci & Tech's High-End Strategy Yet to Be Seen



