




Shanghai Jinfa Technology Development Co., Ltd.: Warpage Deformation and Mechanism of Glass Fiber Reinforced PBT/PET Composites
Abstract: The post-warping deformation of polybutylene terephthalate (PBT)/polyethylene terephthalate (PET) engineering plastic alloys after injection molding in thermal environments severely restricts their application in the automotive field. Using a 30% mass fraction of glass fiber-reinforced PBT/PET alloy, different glass fiber-reinforced PBT/PET composite samples were prepared by adding five different functional additives: zinc stearate, tetrabutyl titanate, disodium dihydrogen pyrophosphate (DHPP), nucleating agent, and sodium carbonate. The post-warping deformation behavior of the samples was evaluated, and the microscopic mechanisms were studied in-depth using differential scanning calorimetry and Fourier transform infrared spectroscopy, providing a reference for improving the dimensional stability of the material. The results show that the post-warping deformation mainly originates from the conformational transformation of the PET component's molecular chains and the improvement in crystal perfection. Different additives have significantly different impacts on the post-warping deformation of the samples: zinc stearate and sodium carbonate significantly inhibit deformation (reducing the deformation from 0.50 cm in samples without additives to 0.003 cm and 0.08 cm, respectively), tetrabutyl titanate moderately reduces deformation (0.24 cm), while DHPP and the nucleating agent severely exacerbate deformation (with deformation reaching 1.00 cm and 0.84 cm, respectively). Zinc stearate improves the mobility of molecular chains through a lubrication effect, enhancing the perfection of PET crystallization at demolding, and reducing the conformational transformation during subsequent heat treatment. Tetrabutyl titanate reduces PET crystallization capacity by promoting transesterification, while DHPP inhibits transesterification, maintaining high PET crystallization capacity. Furthermore, the final deformation levels of samples with the same formulation were consistent under different simulated conditions such as constant temperature annealing at 80°C, alternating high and low temperature cycles, and sunlight exposure, indicating a certain determinacy in the final deformation state of specific glass fiber-reinforced PBT/PET composites. The research findings provide a reference for the stable application of PBT/PET alloys in the new energy vehicle field.
Keywords: Polybutylene terephthalate/polyethylene terephthalate alloy; post-warping deformation; dimensional stability; molecular chain conformation; additives
1 Experimental Section
1.1 Main Raw Materials
1.2 Main Instruments and Equipment
1.3 Sample Preparation
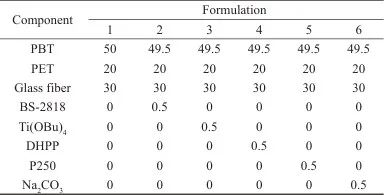
Table 1 Mass fraction of components in glass fiber reinforced PBT/PET composites (%)
1.4 Testing and Characterization
2 Results and Discussion
2.1 Establishment of a Three-Dimensional Evaluation Method for Posterior Warping Deformation
Currently, the warpage deformation of polymer materials is mainly evaluated using the plate method. In this approach, a square plate specimen is placed horizontally on a table, and a 500 g weight is applied to one corner; the height between the opposite corner and the table surface is then measured. However, the plate method is essentially a visual assessment technique that lacks quantitative testing capability. As a result, the accuracy and repeatability of the test results are poor, making it difficult to meet the precise analytical requirements for warpage deformation in complex structural components. In addition, existing research has mainly focused on the initial warpage behavior of polymer products during demolding, while insufficient attention has been paid to the subsequent deformations that occur under actual service conditions. This oversight may lead to erroneous evaluation of the material’s real-world performance, as polymers—especially semi-crystalline polyesters such as PBT/PET alloys—often undergo significant dimensional changes and morphological evolution under coupled thermal, moisture, and mechanical stresses. Such changes affect dimensional stability, fitting clearance, stress distribution, and may even cause functional failure of the product, ultimately shortening its service life. Therefore, establishing a three-dimensional evaluation method for post-warpage deformation is of great significance for the development of high-performance, low-deformation materials.
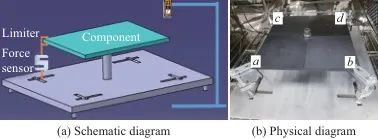
In response to the aforementioned issue, the author focuses on the hot runner plate shell and proposes a three-dimensional quantitative evaluation method based on multi-point displacement monitoring, as shown in Figure 1. The specific description is as follows.
 |
(1) |
 |
(2) |
 |
(3) |
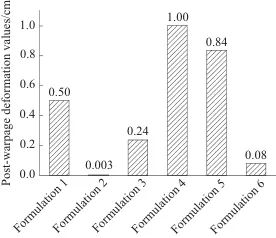
2.2 The Influence of Different Additives on the Warpage Deformation of Glass Fiber Reinforced PBT/PET Composites
2.3 Analysis of the Warpage Deformation Mechanism of Glass Fiber Reinforced PBT/PET Composites
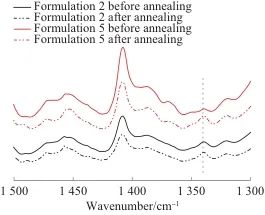
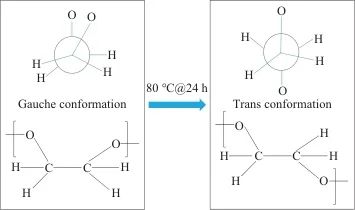
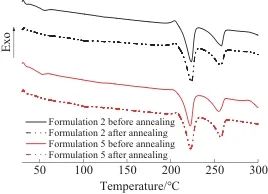
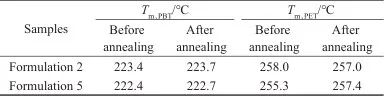
Table 2 Melting temperatures of samples from Formulation 2 and Formulation 5 before and after annealing at 80°CTm)Tab. 2 Melting temperature (Tm) of samples from formulation 2 and formulation 5 before and after 80 ℃ annealing
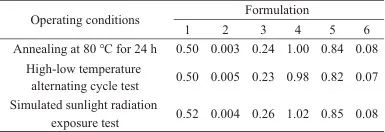
Tab. 3 Post-warpage deformation values of samples from different formulations under three different operating conditions (cm)
3. Conclusion
(1) A three-dimensional evaluation method for warpage deformation was established, which quantitatively characterizes the warpage deformation of complex structural parts by accurately measuring the distances between the four corner points of the hot runner plate shell and the reference plane.
(2) Different additives have a significant impact on the warpage deformation of glass fiber reinforced PBT/PET composites. Zinc stearate BS-2818 is the most effective, reducing the warpage deformation of the samples to 0.003 cm. Na2CO3Next (0.08 cm), Ti(OBu)4Also performed well (0.24 cm), while DHPP and nucleating agent P250 caused the maximum and relatively large warpage deformation amounts (1.00 cm and 0.84 cm), respectively.
The warpage deformation mechanism of glass fiber reinforced PBT/PET composites is attributed to the crystallization behavior of the PET component and the conformational changes of molecular chains. Zinc stearate enhances the mobility of molecular chains through its lubricating effect, improves the degree of PET crystallization at demolding, and effectively reduces the accumulation of internal stress, thereby suppressing warpage deformation.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift


