




Causes And Solutions For Short Shot Phenomenon In Injection Molding
Short shot, also known as insufficient filling or short fill, refers to the phenomenon where the polymer fails to completely fill all corners of the mold cavity.
The causes of under-betting and relevant solutions are as follows:
1. Unreasonable selection of injection molding equipment
When selecting an injection molding machine, the maximum injection capacity of the machine should be greater than the weight of the product (including the part, runner, flash, etc.). To achieve better results, the total injection volume should be kept below 85% of the maximum injection capacity.
The flow performance of the aggregate is poor.
In this situation, an appropriate amount of additives should be added to the raw materials to improve the flow properties of the resin. At the same time, the proportion of recycled materials in the raw materials should be checked and appropriately reduced.
Alternatively, consider improving the mold's gating system by adjusting the position of the runner, enlarging the gate, runner, and gate size, and using a larger nozzle, thereby improving the stagnation defects of the mold's gating system.
3. The actual gating system is unreasonable.
A reasonable gating system takes into account the balance of gates and runners, ensuring that the cavity volume in each mold is proportional to the gate size, allowing the polymer to fill each cavity simultaneously. Additionally, the gate location should be chosen at the thick-walled area, and a balanced runner layout design can also be adopted.
For situations where the gate or runner is small, thin, and long, the pressure loss of the melt during flow is too great, hindering flow and easily causing underfilling. To address this, the cross-section of the runner and the area of the gate should be enlarged. If necessary, a multi-point gating method can be adopted.

4. Material temperature and mold temperature are too low.
Under normal circumstances, the melt temperature is approximately proportional to the filling length. A lower melt temperature will reduce the flowability of the melt, resulting in a shorter filling length. When it is confirmed that the melt temperature is low, the barrel heater should be checked for proper functioning, and efforts should be made to increase the barrel temperature.
If it is necessary to use low-temperature injection to prevent melt degradation, the temperature of the front section of the barrel can be appropriately increased, or the injection speed can be accelerated to reduce the cooling time of the polymer. However, it should be noted that excessive injection speed may cause melt fracture, resulting in wrinkle defects.
Lower mold temperatures can cause the molten polymer to cool prematurely, preventing it from filling the entire cavity. To address this situation, the mold should be heated to a temperature that meets process requirements, and at the initial stage of injection molding, the flow rate of the cooling medium should be reduced. If the mold temperature remains consistently low, the design of the cooling system should be changed.
5. Low injection nozzle temperature
During the injection process, the nozzle comes into direct contact with the mold. Since the mold temperature is generally lower than the nozzle temperature and the temperature difference is quite large, frequent contact between the two causes the nozzle temperature to drop, resulting in the condensation of the melt at the nozzle (also known as "dry tip").
To prevent the cold material from solidifying immediately after entering the cavity and blocking the subsequent hot melt material from filling the cavity, consider adding a cold slug well in the runner. Additionally, ensure that the nozzle is separated from the mold during mold opening to reduce the influence of mold temperature on the nozzle temperature.
6. Injection pressure and insufficient holding pressure
The injection pressure is approximately proportional to the filling length. Low injection pressure can result in a short filling length, leading to underfilling.
In this situation, the injection pressure can be increased by slowing down the forward speed of the injection ram and appropriately extending the injection time. When the injection pressure cannot be further increased, the melt temperature can also be moderately raised (without causing decomposition of the melt) to reduce the melt viscosity, thereby improving the melt flow properties as a remedy.
In addition, if the holding pressure time is too short, short shots may occur. Therefore, selecting an appropriate holding pressure time (generally controlled between 30 to 120 seconds, which can be appropriately increased for thick-walled products) can prevent short shots. At the same time, it should also be noted that excessively long holding pressure times may cause difficulties in the automatic ejection of the products.
7. Unreasonable product structure design
When the overall dimensions of a product are disproportionate (for example, the thickness is not in proportion to the length), or when the product has a complex shape with a large molding area, the melt can easily encounter flow resistance in the thin-walled sections of the plastic part, resulting in insufficient filling. Therefore, when designing the shape and structure of a plastic part, attention should be paid to the relationship between the part’s thickness and the maximum flow length of the melt during mold filling.
The ratio of the maximum flow length of the melt to the thickness of the part during the mold filling process:
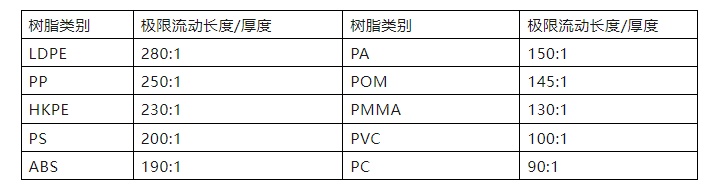
In injection molding, the thickness of plastic parts is generally 1 to 3 mm, while for large plastic parts it is 3 to 6 mm. Typically, a part thickness exceeding 8 mm or less than 0.5 mm is unfavorable for injection molding.
In addition, when molding complex structural plastic parts, it is necessary to adopt appropriate process measures, such as properly adjusting the runner layout, reasonably determining the gate location, increasing the injection speed, raising the mold temperature and material temperature, and selecting resins with better flow properties.
8. Poor exhaust
Poor exhaust will cause a large amount of gas to remain in the mold cavity, which is then compressed by the flowing material, generating a high pressure. When this pressure exceeds the injection pressure, it will hinder the filling of the melt into the mold, resulting in short shots.
For this phenomenon, check whether the cold slug well is set up or if its position is reasonable. For deep cavity molds, venting grooves or vent holes should be set at the location where short shots occur. Venting grooves can be made on the parting surface of the mold, with a depth generally between 0.02 to 0.04mm and a width of 5 to 10mm. Vent holes should be set at the final fill area of the cavity. For volatile or high-moisture polymers, the volatile components should be removed or dried before injection molding.
By changing the process parameters of the mold system, the issue of poor venting can also be improved. For example, measures such as increasing the mold temperature, reducing the injection speed, decreasing the clamping force, and increasing the mold clearance can be taken.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)


