




How to determine the length of a granulation water bath? say goodbye to guesswork, calculate the theoretical length in three steps
In our polymer extrusion and pelletizing circle, there’s a particularly funny, yet very real, “unwritten rule.”
When visiting a peer’s workshop for a tour, ask about:“Hey, how long is the water bath tank on that new strand pelletizing line your factory just got?”
Nine out of ten people would roll their eyes at you and say:“Well, don’t even mention it. No one really did the math during the design stage. In the end, after the main unit, die head, and pelletizer were all set in place, they measured the remaining space in the workshop and found there were exactly 4 meters left. So, fine—make it a 4-meter water bath.”How many production managers and process engineers have been screwed over by this off-the-cuff “space determines length” approach?
The length of the water bath is often determined not by theoretical calculations or practical experience, but entirely by the remaining available space in the production workshop.
If the water bath is too short, the material strips won't cool thoroughly and will stick together as they enter the cutting machine, leading to a mess.Clumping, knife wrapping, and material blockage — the “triple whammy”If it’s too short, it can’t even cover the workflow, and the production line stops every day; if it’s too long, it just takes up valuable workshop aisle space for nothing, which is a complete waste of space.
In fact, the optimal length of a water bath tank is not a matter of guesswork—it can actually be calculated.
Today, instead of piling on lofty formulas from academic papers, we’ll use the “quick methods” summarized by the experts to teach you.Three-step assessment of the theoretical length of one's own water bath.。
01
Core Ultimate Move: Nail the Theoretical Length in Three Steps
Many people get a headache as soon as they hear “heat transfer equation.” Don’t panic—thanks to the work of those who came before us, scientists have long since turned complex mathematical formulas into charts. This is calledHeisler ChartJust search online and you can find plenty of charts specifically for cylindrical bodies, because the strands we make for pelletizing are cylindrical.
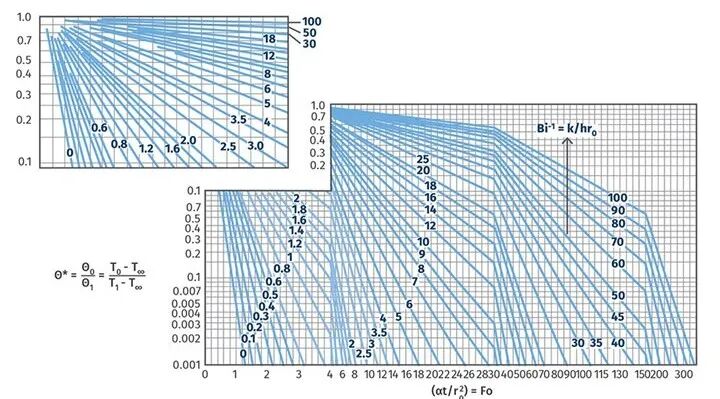
Various Heisler charts can be found online; be sure to select the appropriate chart for the calculation. The charts used in this paper are applicable to the strand pelletizing process.
The dense blue lines on the figure represent different heat transfer coefficients.Here’s an insider tip: just look for the blue line marked “0”!
Because plastic has poor thermal conductivity, the strand is thin, and the water is flowing, in most normal cases, looking at the result from this “0 line” is accurate enough.
The complicated lookup process has been eliminated, and the remaining calculations only consist of three simple steps:
Step 1: Calculate your “target temperature difference ratio”
This name sounds lofty and impressive; in plain language, it means:The proportional coefficient for “How many more degrees your plastic strand needs to reach the ideal pelletizing temperature”。
The formula is extremely simple:
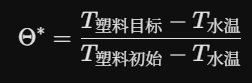
T plastic initialThe initial temperature of the melt just extruded from the mold head.
T water temperatureWhat is the temperature of the cooling water in your water bath?
T Plastic GoalsIf you’re not sure what surface temperature the plastic strand should be before entering the pelletizer, look up the “softening point” of that plastic grade and subtract 20°F. That’s the ideal temperature for feeding it into the pelletizer.
Step 2: Invoke the “Fourier Number” (Fo) and convert it into “soaking time”
Having obtained the “target temperature ratio” calculated above, find this value on the left vertical axis of the Heisler chart, draw a horizontal line to the right until it intersects the “blue line No. 0” mentioned earlier. Then look straight down to the x-axis; the number you read off is the value.Fourier number (Fo)。
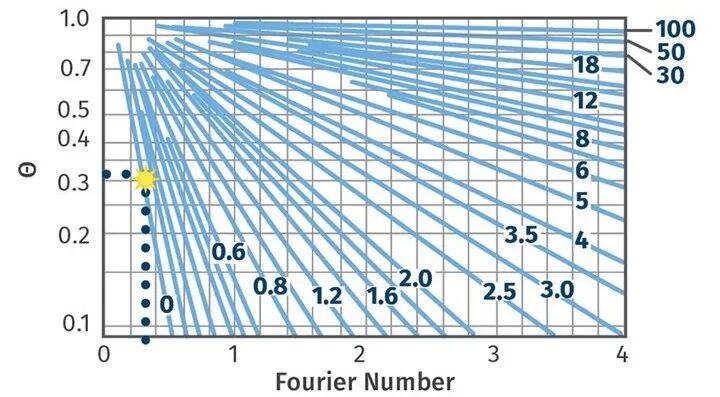
Using the curve numbered 0 and the temperature difference ratio Θ*, you can look up the Fourier number on the Heisler chart. First, find the value of the temperature difference ratio Θ* on the left vertical axis of the chart and extend horizontally to the curve labeled 0 (the curve corresponding to the reciprocal of the Biot number). From the intersection, drop down to the horizontal axis; the corresponding value on the horizontal axis is the Fourier number. As shown in the example, this calculation gives a Fourier number of approximately 0.32.
This number is the “magnifying glass” for the cooling time; once we have it, we can directly calculate the required amount for the strand.Soaking time (t):
where \( r_0 \) is the billet radius (which can be estimated based on the die-hole diameter),aIt is the thermal diffusivity of the material.
Step Three: The Ultimate Answer, Length Revealed
Knowing how long the plastic needs to soak in water, you can multiply that by your pulling speed to get the theoretical length of the water bath.

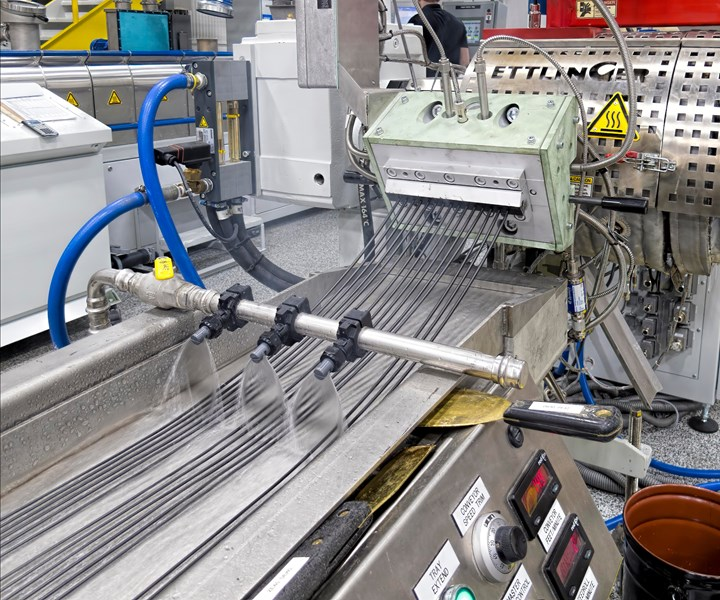
Let the practical case speak for itself: a polypropylene (PP) strand-pelletizing case.
Let's directly use a real PP pelletizing parameter to show everyone how smooth this logic is.
Given workshop data:
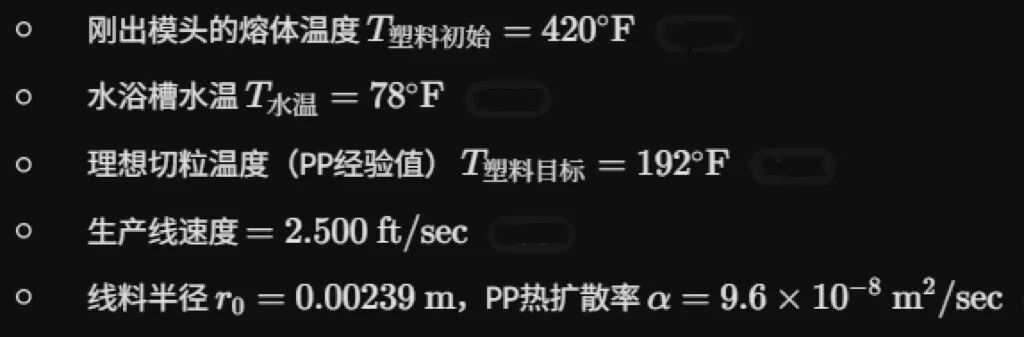
Let's get started:
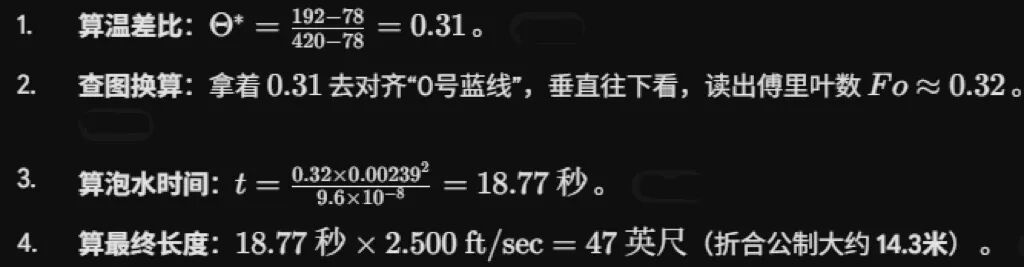
See, you wouldn’t know without doing the math: if this line were run at full speed, it would theoretically require a water bath nearly 14.3 meters long!
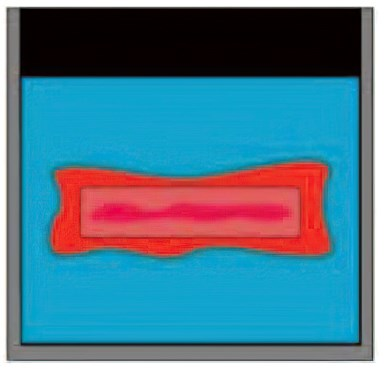
After the plastic filament strip enters the water bath tank, it heats the surrounding water and forms a layer of steam film. The tank must first cool this high-temperature water layer before it can continue cooling the filament strip, thereby delaying the overall cooling effect. If the water remains undisturbed, it is essentially equivalent to cooling high-temperature plastic with warm water, resulting in extremely poor cooling efficiency. (Image source: Conair)
02
Too long to fit? Here are 4 tips for you.
Seeing the number 14 meters, many factory managers are probably feeling their blood pressure rise: "Even if we tear down the load-bearing walls, it won't be enough to fit this. Isn't this ridiculous?"
Don’t rush—theory is rigid, but people are flexible. If the calculated theoretical length exceeds your site constraints, in practical engineering we have plenty of clever ways to “shrink the space” with modifications.
Installation of chiller:If you’re currently using room-temperature water above 72°F, cool it down as soon as possible. The lower the water temperature, the smaller the temperature difference ratio above, and the required soaking time will naturally drop off a cliff.
Install atomizing spray bars:Add a row of high-pressure nozzles above the water tank. The water mist vaporizes and carries away the "latent heat of evaporation," resulting in cooling efficiency much higher than simply soaking in water.
Change the routing method (multiple-pass reciprocating):Who says cable trays can only go straight all the way? Add a few more in the sink.Direction-changing guide wheel,让料条在里面“游个来回”,不管是长着走还是上下叠着走,都能在有限空间里成倍增加泡水时间。
Connect multiple small water tanks in series:Use two or three short troughs joined together, leaving space in the middle for the material bars to dissipate heat in the air.
02
Limitations of Fast Algorithms
This quick method is a perfect tool for getting a rough sense of the overall direction, helping you know where you stand, but you should never treat it as an unchangeable hard-and-fast rule.
Because this chart model ignores the following variables that are present in actual production for the sake of convenience during calculations:
1. Number of strands: The heating rate of the water bath is completely different when extruding one strand compared with extruding 40 strands simultaneously.
2、材料结晶热:PP、PE这种结晶性聚合物,从软巴巴变硬时会释放大量的结晶热,这笔热量模型里没算进去。
3. The physical property parameters are changing: the specific heat capacity of the plastic varies from 220 degrees to 60 degrees, and only the average value has been used here.
Effect of modified fillers: If your material contains 50% calcium carbonate or glass fiber, its thermal conductivity will change dramatically.
So, when starting a new project or modifying a production line, first use this formula to get a rough baseline in mind, and then fine-tune it based on the actual properties of your material.
Only by combining scientific calculations with peer experience can you avoid being completely in the dark when the equipment arrives on site!
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift
-

A Look at the Material Suppliers Behind SpaceX
-

Next-generation motors of new energy vehicles: Single-Round Thousand Horsepower, Replacing Brakes, How Powerful Are They?
-

Nike mind: Neuroscience and Foam Material Innovation Merge to Lead Low-Carbon Upgrading Technology in the Footwear Industry
-

Celanese Joins Forces With Aisan Industry to Reshape the Low-Carbon POM Competitive Landscape, Changing the Automotive Supply Chain


