




Don't Be Confused Anymore! How to Distinguish Between Film, Sheet, and Plate? Is It Just About Thickness?
Don't be confused anymore! How to distinguish between films, sheets, and plates? Is it just the thickness that differs?
Real-life scenes in daily life and the workshop:The leftovers from last night, you casually tore off a piece.Cling filmSeal it and put it in the fridge; the takeout you ordered for lunch today is packed in a transparent and somewhat rigid container.Plastic food containerIn the afternoon, you went to inspect the factory, and you saw a large translucent sign standing at the entrance of the workshop.Acrylic partition。


Although they are all "plastic," they have completely different names in the industry.Film, Sheet, and Board/PlateMany newly hired purchasers—and even product development staff—often confuse these concepts when submitting requirement requests, which can lead to buying the wrong materials, machines failing to power on, and even serious quality complaints from customers.
Today, we will start from physical phenomena to clarify the underlying logic of "films, sheets, and plates." We will identify potential pitfalls that arise from "choosing the wrong form" and provide you with the ultimate guide to avoid these mistakes!
I. Core Watershed: Not Just a Numerical Game of "Thickness"
The most obvious difference, of course, is But this is not just a number; thickness directly determines the physical form and processing method of polymer materials.
According to the Chinese National Standard "Plastic Terminology" (GB/T 2035-2008) and the definitions in the international ISO standards, we can classify it as follows:
1. Film: a soft “outer layer”
Thickness definition: The nominal thickness is typically ≤ 0.25 mm (250 microns).
Physical properties: Extremely soft and highly prone to bending deformation. It can be easily folded and crumpled, and is usually wound, transported, and processed in the form of rolls.
Common examples: stretch film, food packaging bags (BOPP and PET films), and agricultural mulch film.

2. Sheet: The “Transformer” Combining Rigidity and Flexibility
Thickness definition: The nominal thickness is usually between 0.25 mm and 2.0 mm (some industries allow up to 3.0 mm).
Physical properties: It has a certain rigidity and can support a certain amount of weight by itself, but it can still bend when external force is applied. Thinner sheets can be transported in rolls, while thicker sheets need to be cut into flat panels and stacked.
Common examples: blister packaging boxes (PET/PVC sheets), stationery folders, disposable plastic cups.
3. Board/Plate: Sturdy "Load-Bearing Wall"
Thickness definition: The nominal thickness is usually > 2.0 mm.
Physical properties: Highly rigid, extremely difficult to bend or fold. Cannot be rolled up; can only be cut, stacked, and transported in the form of flat panels.
Common examples: acrylic signboards (PMMA), architectural sun panels (PC), hollow sheets, and home appliance housings.
2. Directly Addressing the Pain Points: How Does Choosing the Wrong Form Lead to “Disasters” on the Production Floor?
In actual production and application, films, sheets, and plates are not simply a matter of being “a little thicker” or “a little thinner.” Their forming processes and stress-release mechanisms are completely different. If you choose the wrong material form or use the wrong processing method, the following three “disaster scenarios” will come your way:
Pain Point 1: The Thickness Trap of "Thermoforming" (Film vs Sheet)

Potential Factors: Thermoforming involves heating materials until they become soft, then using a vacuum to form them over a mold. During stretching, the material thickness decreases drastically (the thinning rate can exceed 50%). If the film itself is not thick enough, stretching may directly exceed the material’s yield limit and cause it to break.
Pitfall Prevention Guide: For three-dimensional packaging that requires secondary forming, be sure to use sheet material with a thickness of 0.3 mm or above. Extra thickness provides sufficient rigidity so that the sheet still maintains adequate structural support after stretching.
Pain Point 2: The internal-stress nightmare of “warping and deformation” (sheet vs. plate)

Underlying factor: As the material transitions from sheet to plate (becoming thicker), the cooling temperature differential during the extrusion process increases significantly. The surface of the plate cools quickly, while the core cools slowly, which traps substantial thermal shrinkage residual stress within the material. Over time, as the internal stress is released, it leads to macroscopic warping deformation.
Pitfall Avoidance Guide: When producing thick sheets, multi-roll calendering and annealing processes must be introduced, with stress slowly released in a constant-temperature zone after cooling. For structural components with extremely high flatness requirements, injection-molded or laminated sheets should be selected directly rather than ordinary extruded sheets.
Pain Point 3: The Crystallization Trade-off of “Transparency Attenuation” (from Thin to Thick)
Phenomenon: When polypropylene (PP) is made into a 0.05mm thin film, it is crystal clear; however, when the same formulation of PP is made into a 2mm thick sheet or board, it becomes opaque and milky white, completely obscuring the objects behind it.

Potential factors: For crystalline polymers (such as PE and PP), transparency depends on the size of crystal growth. Films undergo rapid cooling during blow molding or cast film processes, so the crystallites do not have time to grow large, resulting in high transparency. In contrast, sheets/plates are much thicker and have longer cooling times, allowing the material sufficient time to form larger crystallites after exiting the die, which causes strong light scattering (whitening).
Pitfall Avoidance Guide: If a material with both high thickness and high transparency is required (such as transparent face shields or display cases), it is necessary to switch to an amorphous polymer (such as PET, PC, or acrylic), or add a high concentration of transparent nucleating agent to PP.
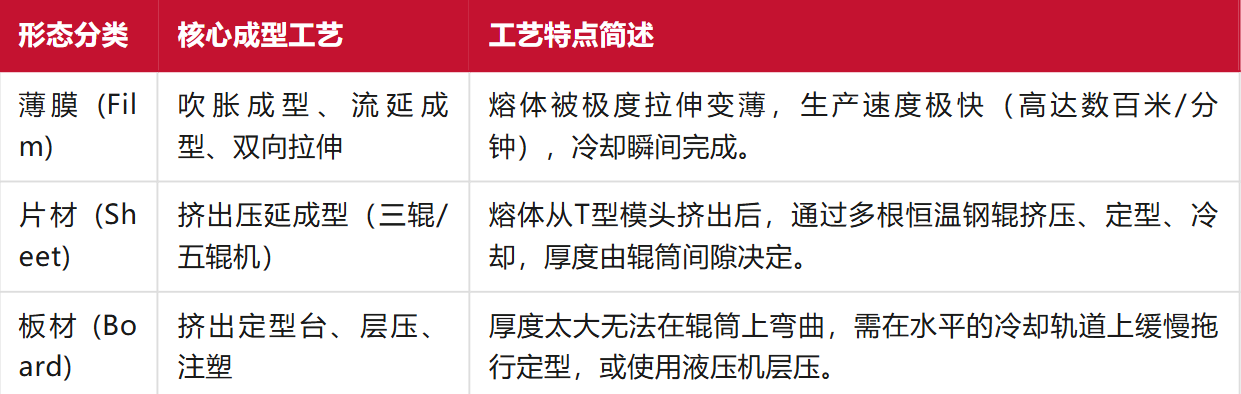
3. Hardcore Science: How Are They Made?
Different physical states determine that they use completely different "violent aesthetics" equipment in the factory.
Conclusion: Only by identifying the right fit can we reduce costs and improve efficiency.
Summarize the final fates of the three brothers:
The film is responsible for "wrapping": providing a barrier against oxygen and moisture, as well as exquisite printed presentation.
Sheet material is responsible for "support": it provides a thermoformable framework that can be made into various trays and blister covers.
Sheet metal is responsible for “load-bearing”: it becomes rigid structural components in buildings, home appliances, and automobiles.
Do not blindly pursue "using thin as thick" to save costs, nor should you "use thick as thin" to challenge the limits of equipment. By recognizing their physical boundaries and the logic of internal stresses during formation, you can truly achieve cost reduction and efficiency improvement in material procurement and process design!
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

A Look at the Material Suppliers Behind SpaceX
-

Next-generation motors of new energy vehicles: Single-Round Thousand Horsepower, Replacing Brakes, How Powerful Are They?
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift
-

United States Imposes 208.49% Tariff On Chinese Glass Fiber Products
-

Celanese Joins Forces With Aisan Industry to Reshape the Low-Carbon POM Competitive Landscape, Changing the Automotive Supply Chain


