




The effect of different additive methods of short cut glass fibers on the performance of mca/pa6 composites
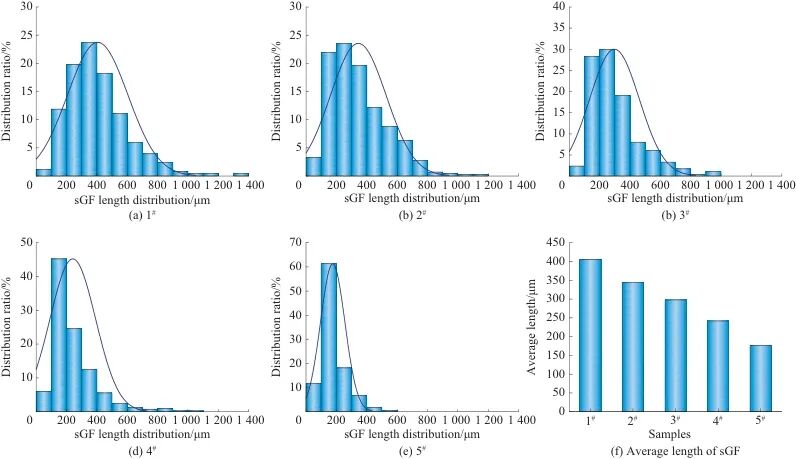
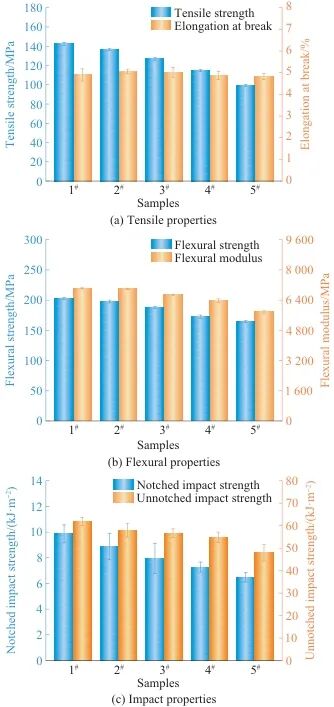
Abstract:To investigate the effect of the length distribution of short glass fibers (sGF) on the properties of melamine cyanurate/nylon 6 (MCA/PA6) composites and to prepare composites that can stably pass the 960 ℃ glow wire flammability test, a series of MCA/sGF/PA6 composites with different sGF length distributions were prepared by adjusting the feeding position of sGF in a twin-screw extruder. The mechanical properties, melt flow rate, vertical burning, and glow wire flammability of these composites were characterized and tested. The results showed that as the side feeding amount of sGF decreased and the main feeding amount increased, the average length of sGF decreased from 405.0 μm to 175.7 μm. Meanwhile, the tensile strength of the MCA/sGF/PA6 composites decreased from 142.4 MPa to 99.3 MPa, the flexural strength decreased from 202.9 MPa to 164.3 MPa, the flexural modulus decreased from 7,035.0 MPa to 5,773.1 MPa, the notched impact strength decreased from 9.9 kJ/m2 to 6.5 kJ/m2, the unnotched impact strength decreased from 61.9 kJ/m2 to 48.0 kJ/m2, and the melt flow rate increased from 16.7 g/10 min to 22.8 g/10 min. In terms of flame retardancy tests, the total afterflame time in vertical burning decreased from 16.5 s to 1.9 s, and the burning time of the 960 ℃ glow wire decreased from 90 s to 35.4 s. When the side feeding amount of sGF was reduced to below 15 parts, the vertical burning rating of MCA/sGF/PA6 composites could reach V-2; when the side feeding amount of sGF was reduced to below 5 parts, the composites could stably pass the 960 ℃ glow wire flammability test. Based on the "candlewick effect" of sGF, the control of sGF length distribution and glow wire burning time was achieved through the melt extrusion process.
Keywords:Chopped glass fibers; Nylon 6; Melamine cyanurate; Glow wire flammability; Candlewick effect; Mechanical properties
1 Experimental Section
1.1 Main Raw Materials
1.2 Main Equipment and Instruments
1.3 Sample Preparation
Table 1 Main-fed and side-fed dosage of sGF

1.4 Performance Testing
2 Results and Discussion
2.1 Analysis of sGF Length Distribution and Mechanical Properties under Different Feeding Processes
2.2 Thermal Performance Analysis of MCA/sGF/PA6 Composites
Table 2 MFR of MCA/sGF/PA6 composites

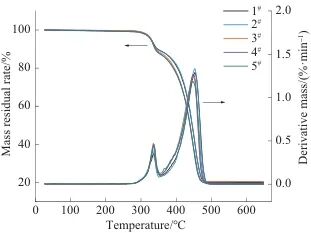
Table 3 TG Test Data of MCA/sGF/PA6 Composites

Notes:T5 is temperature at 5% mass loss;T50 is temperature at 50% mass loss;Tp1 is peak temperature 1 in DTG curves;Tp2 is peak temperature 2 in DTG curves;W600% is residual mass fraction at 600 ℃.
2.3 Analysis of Flame Retardant Properties of MCA/sGF/PA6 Composites
Tab. 4 Vertical burning test results of MCA/sGF/PA6 composites
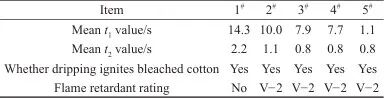
Notes:t1 and t2 represent flame duration after the first and second flame application,respectively.
Tab. 5 Glow-wire test results at 960 ℃ of MCA/sGF/PA6 composites
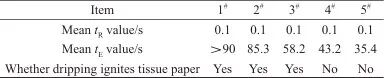
Notes:tR denotes ignition time of specimen after glow-wire application,while tE represents total flaming duration after ignition.
Conclusion
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift


