




Taizhou University: Preparation and Performance of ABS Modified with Expanding Flame Retardant-Nitride Carbon Flame Retardant System
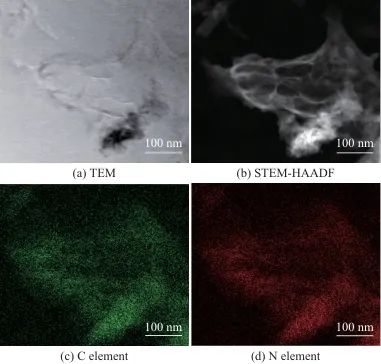
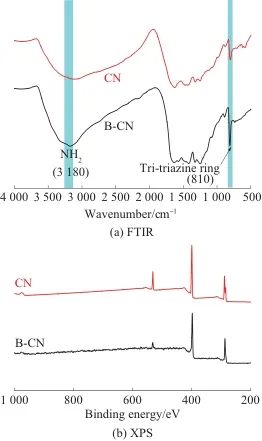
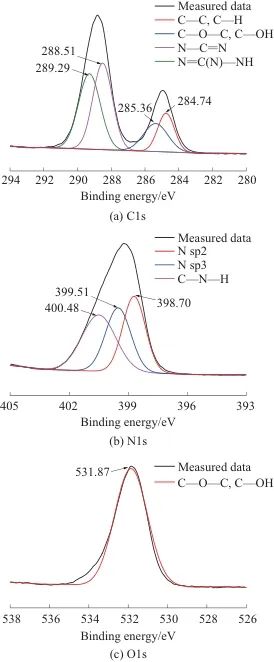
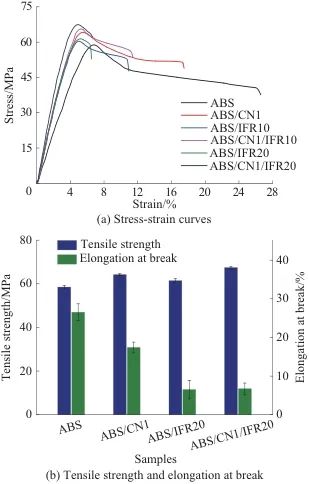
Abstract:To address the shortcomings of acrylonitrile-butadiene-styrene (ABS) plastics, such as flammability and high smoke production, as well as the problems of high addition levels and deterioration of mechanical properties when using intumescent flame retardants (IFR) alone, a liquid-phase exfoliation method is proposed to prepare graphite-phase C.3N4A nanosheet (CN) was compounded with IFR (a mixture of ammonium polyphosphate, dipentaerythritol, and melamine in a mass ratio of 2:1:1) to construct a synergistic flame retardant system, and ABS/CN/IFR composites were prepared via melt blending. The microstructure of CN and ABS/CN/IFR composites was characterized using Fourier Transform Infrared Spectroscopy, X-ray Photoelectron Spectroscopy, and Scanning/Transmission Electron Microscopy. The results showed that CN retained its triazine ring structure with uniform distribution of C and N elements, and that CN and IFR were evenly dispersed in the ABS matrix. It was found that the composite material with CN and IFR mass fractions of 1% and 20% respectively (ABS/CN1/IFR20) had a tensile strength of 67.4 MPa, which was a 15.2% increase compared to pure ABS (58.5 MPa), and higher than composites with IFR or CN alone (61.4, 64.2 MPa). The maximum thermal decomposition temperature of ABS/CN1/IFR20 composites increased from 417℃ for pure ABS to 435℃, while the peak heat release rate and total smoke release decreased by 45.2% and 38.5% respectively compared to ABS. The char residue rate increased from 1.47% for pure ABS to 15.45%. Char residue analysis revealed the formation of a continuous, dense, and relatively smooth surface char layer. The IFR-CN flame retardant system successfully addressed the challenge of balancing flame retardant efficiency and mechanical properties by leveraging the physical barrier and catalytic charring effect of CN in synergy with the expansion effect of IFR, while reducing the amount of flame retardant used.
Keywords:Intumescent flame retardant; C3N4Nanosheets; acrylonitrile-butadiene-styrene (ABS) plastic composites; synergistic flame retardant mechanism; thermal stability; mechanical properties
1 Experimental Section
1.1 Main Raw Materials
1.2 Main Instruments and Equipment
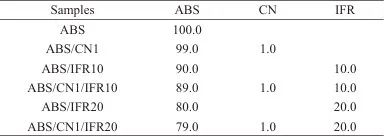
1.3 Sample Preparation
Table 1 Formulation of ABS/CN/IFR composites (mass fraction) (%)
1.4 Testing and Characterization
2 Results and Discussion
2.1 CN Structure Characterization
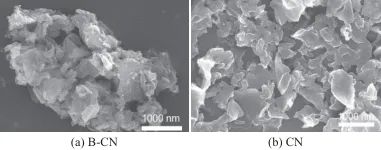
Figure 1 shows SEM images of B-CN and CN. As shown in Figure 1a, the unexfoliated B-CN exhibits a highly aggregated layered structure with some blocky agglomerates, with an overall size of about 5 μm. As shown in Figure 1b, after liquid-phase exfoliation, the obtained CN presents a clearer and more distinct sheet-like structure, with the sheets uniformly dispersed and sized between 100 nm and 2 μm.

2.2 Mechanical Properties of ABS/CN/IFR Composites
2.3 Thermal Stability of ABS/CN/IFR Composite Materials
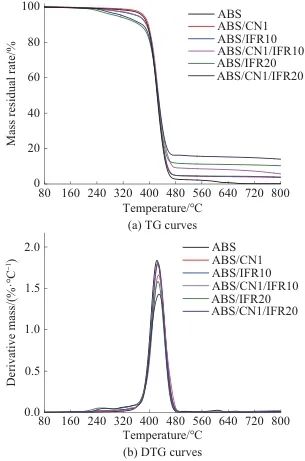
Table 2 Thermal stability analysis data of ABS and its composite materials
Notes:T5% is the temperature at 5% mass loss;Tmax is the temperature at maximum mass loss;R600 is residual carbon rate at 600 ℃.
2.4 Flame Retardant Properties of ABS/CN/IFR Composite Materials
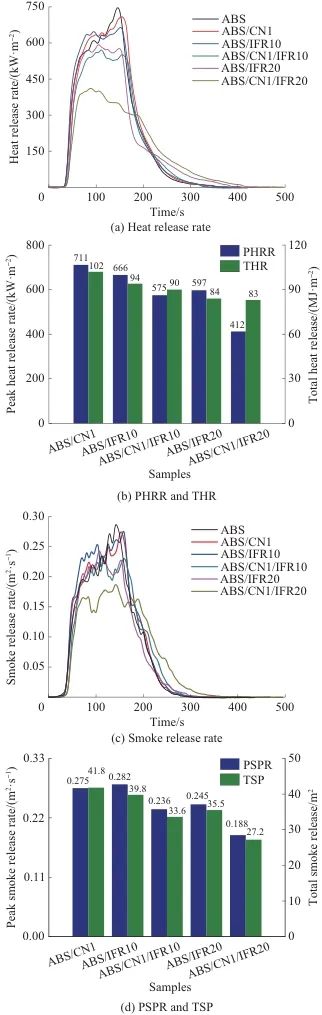
Table 3 Cone calorimetric test data of ABS/CN/IFR composites

Notes:TTI is ignition time;PHRR is peak heat release rate;THR is total heat release;AMLR is average mass loss rate;PSPR is peak smoke release rate;TSP is total smoke release.
2.5 Coal Seam Analysis
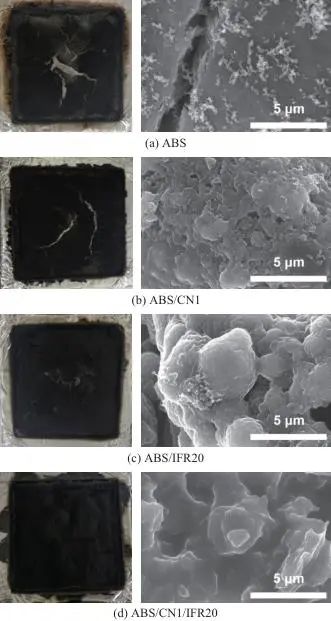
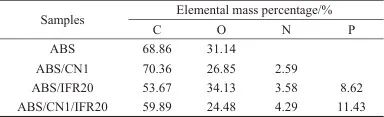
Table 4 EDX Data of ABS and Its Composite Carbon Residues
3 Conclusion
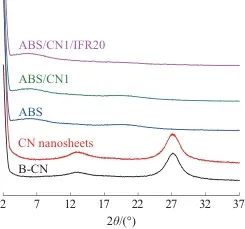
(1) B-CN was prepared by thermal polymerization of urea and graphite-phase CN was obtained through liquid-phase exfoliation. After mixing it with IFR, ABS/CN/IFR composites were prepared by melt blending with ABS. TEM and XRD results indicate that CN and IFR are well dispersed in ABS, and their synergistic effect significantly enhances the mechanical properties of the material. The ABS/CN1/IFR20 composite with 1 wt% CN and 20 wt% IFR exhibits a tensile strength of 67.4 MPa, outperforming pure ABS at 58.5 MPa.
Thermogravimetric analysis indicates that the early decomposition of IFR leads to the composite materialT5%decreased, but the synergy between CN and IFR significantly delayed the high-temperature decomposition process.TmaxThe temperature increased to 435 ℃ (an 18 ℃ improvement compared to pure ABS), and the char residue rate increased to 15.45%, demonstrating that the system has excellent thermal stability and a char-forming barrier effect at high temperatures. Cone calorimeter test results show that compared to pure ABS, the ABS/CN1/IFR20 composite material exhibits significant reductions in PHRR, THR, PSPR, and TSP, along with an extended TTI.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift


