




Single-Screw Extrusion Rate Limited? Adding Screw Cooling Solutions Breaks Through Single-Screw Extrusion Rate Constraints
For a production line with complex downstream processes, a single-screw extruder may due toInsufficient motor torque, screw speed, high discharge temperature, and sudden surge in flow and other limitationsAnd is subject to rate limitations.
For example, many processes are limited by the rate of heat generation and conduction to the solid conveying zone of the screw, leading to excessive screw temperatures. Excessive screw temperatures can cause surging in the extruder flow and result in operation at a lower rate.Screw cooling is a simple method to remove energy and increase the maximum line speed.
Running the extrusion production line at a higher speed is an effective way to reduce costs and increase profitability. Today, we will examine the impact of adding screw cooling on the polycarbonate (PC) extrusion process through a case study.
Solid material conveyingThe key process of single-screw plasticizing extruder.Solid transport depends on the shear stress at the polymer-metal interface. Below the melting (or denitrification) temperature, the shear stress exerted on the solid bed is proportional to the coefficient of dynamic friction.
Generally speaking,The dynamic friction coefficient is a function of temperature, pressure, and the relative speed of polymer friction on the metal surface.At higher temperatures, the shear stress at the polymer-metal interface is governed by a viscous mechanism, and the shear stress depends on the viscosity and velocity gradient in the melt film between the solid and the barrel wall.
If the stress at the interface is not optimal, resulting in non-optimal forces on the solid bed in the conveying zone, poor solid conveying may occur, leading to flow surges and a reduction in rate.
Case Study: PC Extrusion
An 8-inch diameter, two-stage, vented extruder is operating with a PC A resin having a melt flow rate (MFR) of 6 g/10 min (300°C, 1.2 kg). A schematic of the process is shown in Figure 1.
The process is unstable, but it can operate at a low rate using fresh pellets. The feed section is eight diameters long, and a cooling hole is drilled at the shank end of the screw, with the diameter being a maximum of 3.5 times the starting point of the screw.
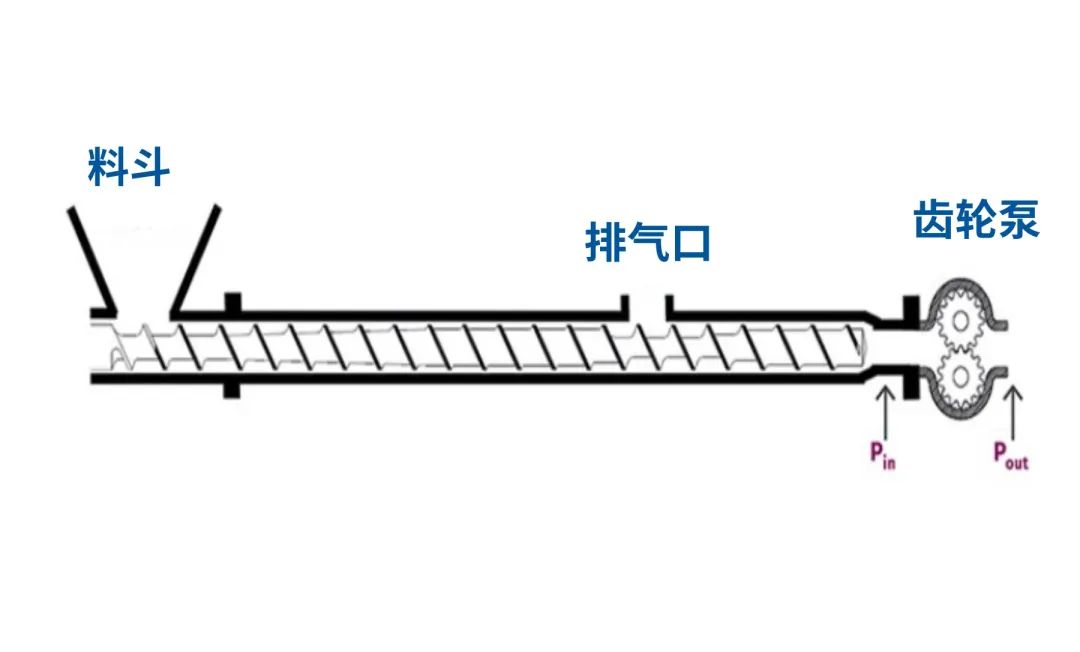
Figure 1: Schematic diagram of the two-stage venting extrusion process of PC resin. Source (all images): MA Spalding
However, the production line is not equipped with screw cooling. The rest of the screw is normal for the PC process. The gear pump is located between the extruder and the die. The controller on the gear pump adjusts the screw speed to maintain the inlet pressure at 700 psi.
The extruder speed is limited to 3,800 pounds per hour for producing acceptable products using fresh pellets. At higher rates and low recycle levels, the process becomes unstable, and the extruder operates at a lower specific rate. The specific rate is simply the rate divided by the screw speed.
The production line performance shown in Figure 2 indicates a fresh pellet raw material rate of 3,800 lbs/hour, with a ratio rate of 79 lbs/(hour/minute). As illustrated, the oscillation amplitudes of the motor current and discharge pressure exceed expectations. However, the screw speed remains relatively constant, suggesting that the changes in the pump inlet pressure are insufficient to cause the controller to adjust the screw speed.
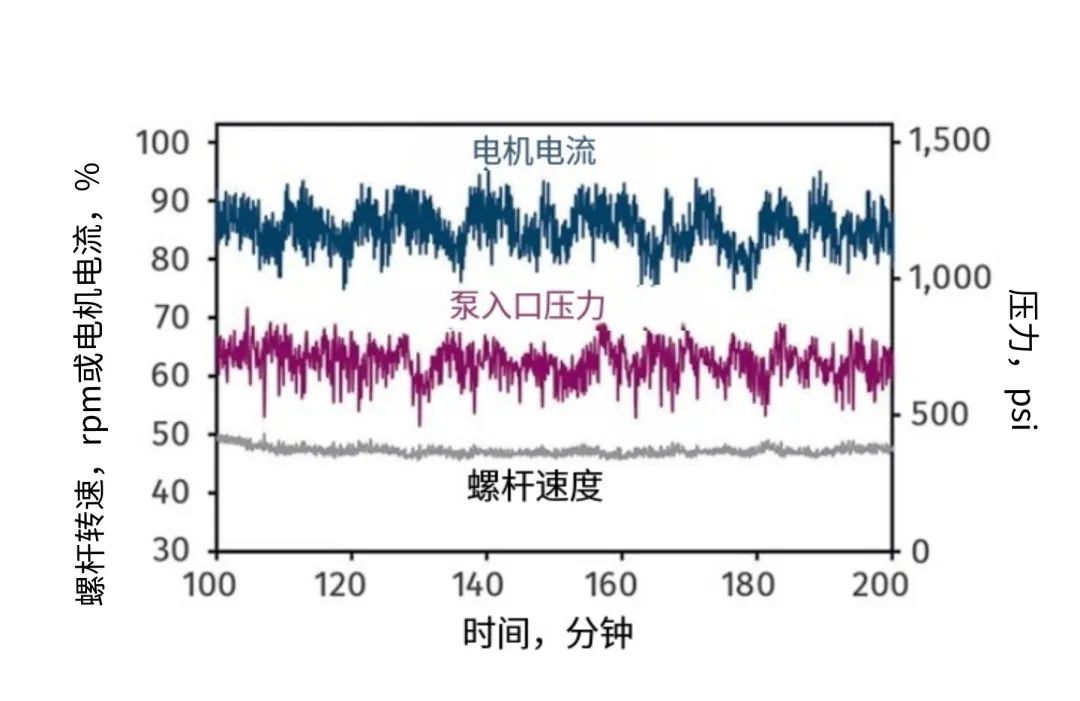
Figure 2: Flow surges during the extrusion process of PC granules, showing variations in pump inlet pressure and motor current at a rate of 3,800 pounds per hour.
The process data in Figure 2 indicate that the control of the extruder screw speed is not the fundamental cause of the surge.
As a simple test, the controller was set to manual mode to collect data at a fixed screw speed for approximately 95 minutes, as shown in Figure 3. There was essentially no change in pump inlet pressure and motor current, confirming that the screw speed controller is not the root cause of surge. However, since the screw speed was slightly higher than the average controlled speed, the inlet pressure increased over time. This simple test should be performed when surge occurs with a gear pump.
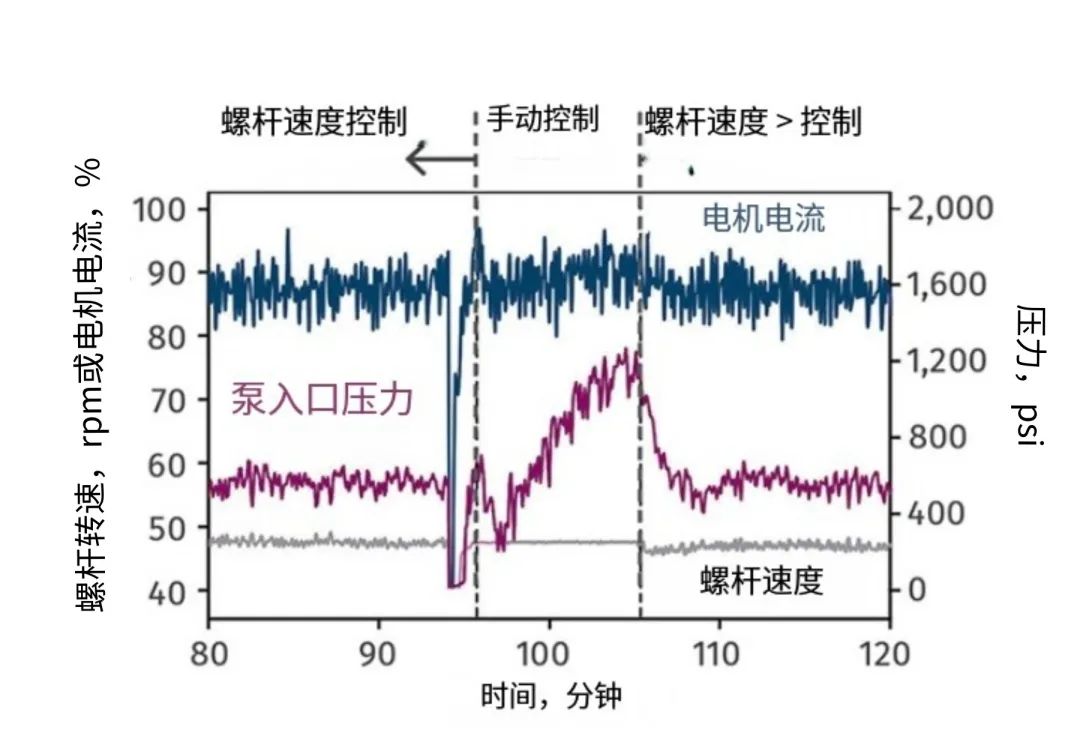
Figure 3: The gear pump controller is in manual mode, and the extruder screw speed is constant at 3,800 pounds per hour, demonstrating process stability.
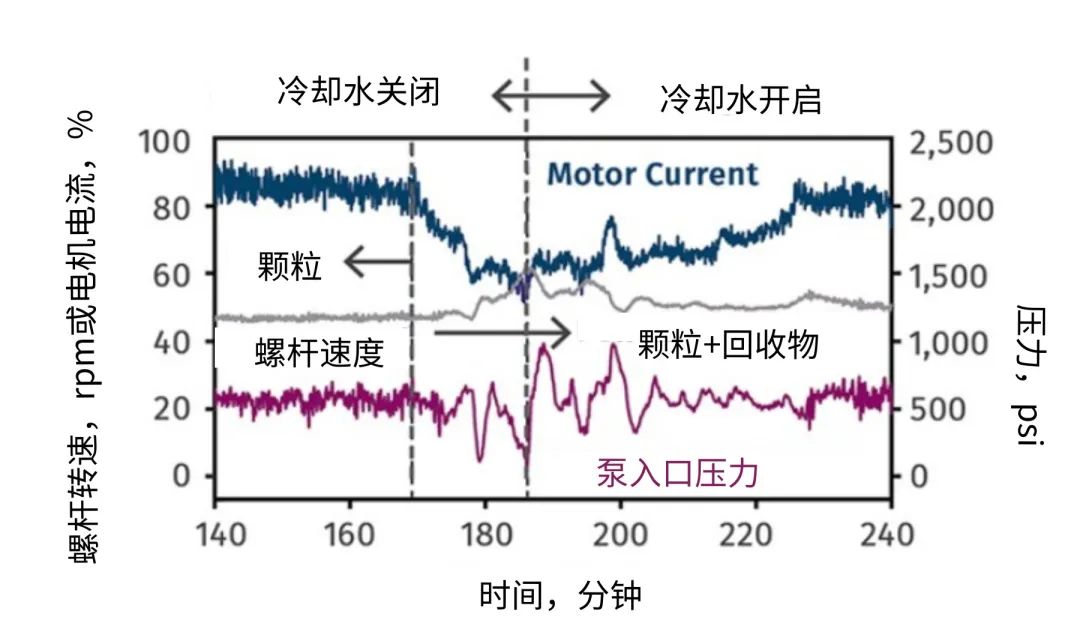
Figure 4: Exhaust pressure and motor current with and without screw cooling calculated at a rate of 3,800 lb/hr.
Approximately 170 minutes later, add low-content recycled resin to the raw materials.
Figure 4 shows process instability when a small amount of recycled resin is added to the extruder at a rate of 3,800 lbs/hr.
Between 140 and 170 minutes, the process remains relatively stable. During this period, the screw cooling is turned off.
At 170 minutes, low-level recycled material was added to the raw material. This addition reduced the bulk density of the raw material and decreased the solid conveying capacity. The motor current decreased, and the screw speed increased, indicating a reduction in specific rate. The inlet pressure of the gear pump was oscillating.
At 188 minutes, the screw cooling is turned on. As shown in Figure 4, the motor current increases slowly, and the screw speed decreases to a normal level. Screw cooling can effectively stabilize the process.
When using screw cooling, for materials containing recycled feedstock, the maximum rate increased from 3,800 lbs/hr to 4,300 lbs/hr, an increase of 13%. Recall that the cooling holes on the screw only extend into the solid conveying zone about 3.5 diameters, but the length of this zone is 8 diameters. The cooling holes should extend to the end of the solid conveying zone. Increasing the length of the cooling holes to eight diameters may allow for higher rates.
The cooling holes on the screw should extend to the end of the feed section, and the cooling tube should extend to within 2 inches of the hole end.
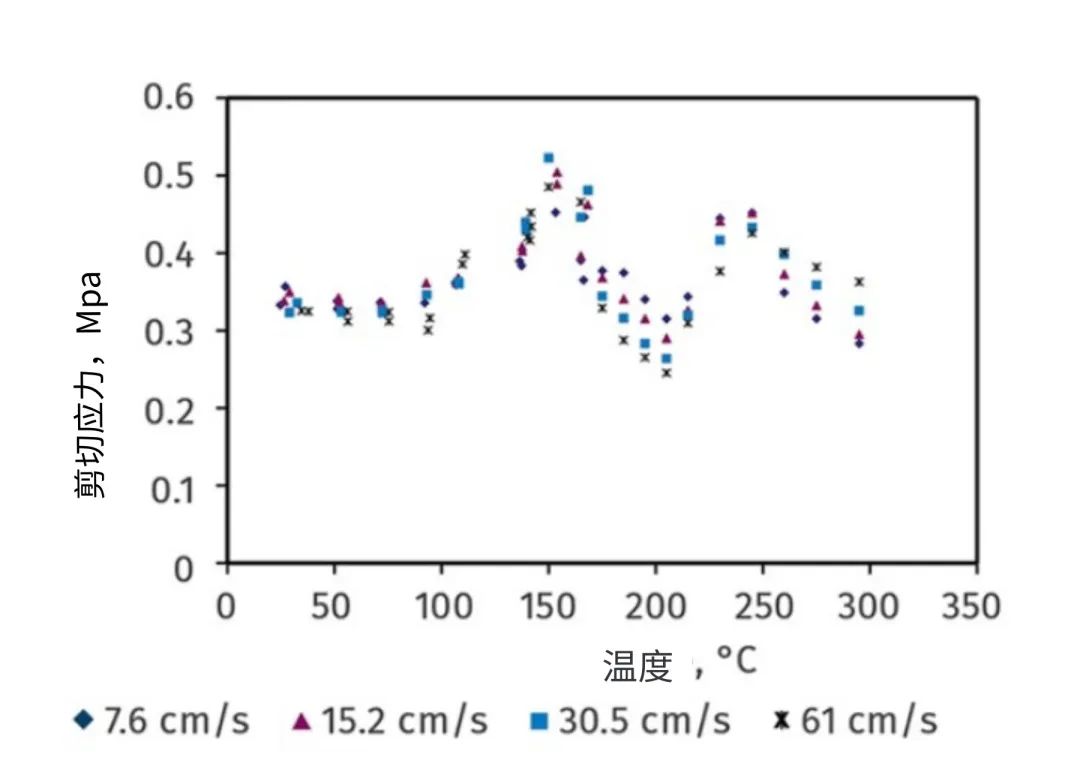
Figure 5 Stress at the interface for conveying solids at 100 psi, as a function of velocity.
Optimal solid conveying occurs when the forward force at the barrel wall is maximized and the drag force at the screw surface is minimized. These forces are proportional to the stress at the interface. The stress at the interface is a function of pressure, sliding velocity, and surface temperature, as shown in Figure 5.
When the surface temperature is below the glass transition temperature (150°C), the force is frictional, whereas at higher temperatures, the force is caused by the resin viscosity. Two maximum peaks appear in the stress, one at 160°C and the other at 250°C. To maximize the forward force using the second peak, the barrel surface temperature needs to be approximately 250°C. To maintain the surface temperature at 250°C, the first barrel zone temperature is usually kept at 300°C. To minimize the deceleration force on the screw surface, the screw temperature should be below 100°C.
In summary,Adding screw cooling provides an additional level of control to the extrusion process and has the potential to increase the rate.The cooling holes on the screw should extend to the end of the feed section, and the cooling tube should extend to within 2 inches of the hole end. If the cooling tube is not properly connected to the screw shank, the connection will eventually leak, causing internal issues.
Often, when water starts to leak, factory personnel will disconnect the screw cooling system. The long-term operation of the cooling system depends on proper connections.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)


