




Guangdong Open University: Development and Application of Slip and Anti-blocking Masterbatch for PET Sheets
1 Experimental Section
1.1 Main Raw Materials
1.2 Main Equipment and Instruments
1.3 Preparation of PET Slip and Anti-blocking Masterbatch
Table 1 Formulations of self-made slipping and anti-blocking masterbatchTab. 1 Formulations of self-made slipping and anti-blocking masterbatch
1.3 Preparation of PET Slip and Anti-blocking Masterbatch
1.3 Preparation of PET Slip and Anti-blocking Masterbatch
1.3 Preparation of PET Slip and Anti-blocking MasterbatchTable 1 Formulations of self-made slipping and anti-blocking masterbatch
Table 1 Formulations of self-made slipping and anti-blocking masterbatch
1.4 Preparation of PET Sheets
1.4 Preparation of PET Sheets
1.4 Preparation of PET Sheets
1.4 Preparation of PET Sheets1.5 Performance Testing
1.5 Performance Testing
1.5 Performance Testing
1.5 Performance Testing2 Results and Analysis
2.1 Selection of Slip and Anti-blocking Agents and Surface Treatment
2.1 Selection and Surface Treatment of Slip and Anti-blocking Agents
2.1 Selection and Surface Treatment of Slip and Anti-blocking Agents
2.1 Selection and Surface Treatment of Slip and Anti-blocking Agents
Figure 1 Particle size distribution of silicon dioxide
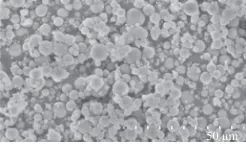
Figure 2 Morphology of silicon dioxide particles after surface treatment (×1 000)
2.2 Friction Properties of PET Sheets
Table 2 Comparison of Friction Coefficient of PET Sheets Tab. 2 Comparison of friction coefficient of PET sheets

2.2 Friction Properties of PET Sheets
2.2 Friction Properties of PET Sheets
2.2 Friction Properties of PET SheetsTable 2 Comparison of friction coefficient of PET sheets Tab. 2 Comparison of friction coefficient of PET sheets
Table 2 Comparison of friction coefficient of PET sheets Tab. 2 Comparison of friction coefficient of PET sheets
Table 2 Comparison of friction coefficient of PET sheets Tab. 2 Comparison of friction coefficient of PET sheets
2.3 The Impact of Slip and Anti-blocking Performance on the Thermoforming Process of PET Sheets
Table 3 Comparison of the Effect of Product Stacking and Taking Out After Thermoforming of PET Sheets Tab. 3 Comparison of the Effect of Product Stacking and Taking Out After Thermoforming of PET Sheets

2.3 The Impact of Slip and Anti-blocking Properties on the Thermoforming Process of PET Sheets
2.3 The Impact of Slip and Anti-blocking Properties on the Thermoforming Process of PET Sheets
2.3 The Impact of Slip and Anti-blocking Properties on the Thermoforming Process of PET SheetsTable 3 Comparison of the effect of product stacking and taking out after plastic molding of PET sheets Tab. 3 Comparison of effect of product stacking and taking out after plastic molding of PET sheets
Table 3 Comparison of the effect of product stacking and taking out after plastic molding of PET sheets Tab. 3 Comparison of effect of product stacking and taking out after plastic molding of PET sheets
Table 3 Comparison of the effect of product stacking and taking out after plastic molding of PET sheets Tab. 3 Comparison of effect of product stacking and taking out after plastic molding of PET sheets
Since the provided content does not contain any text that needs to be translated into English, and it only includes HTML tags and an image, the output remains the same as the input.
2.4 Optical Properties of PET Sheets
Table 4 Comparison of Transmittance of PET Sheets Before and After Thermoforming

2.4 Optical Properties of PET Sheet
2.4 Optical Properties of PET Sheet
2.4 Optical Properties of PET SheetTable 4 Comparison of transmittance of PET sheets before and after thermoforming Tab. 4 Comparison of transmittance of PET sheets before and after thermoforming
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift


