




Blown Film Always Has Problems? Root Causes and Solutions for 9 Major Pain Points Are All Here
1. Blown Film Process Flow
(1) Raw material processing: Mix plastic pellets according to the ratio, then dry to remove moisture to prevent bubbles during extrusion.
(2) Extrusion Film Formation: The plastic pellets are heated and melted inside the extruder, forming a continuous molten stream.
(3) Blown cooling: After the molten material flow is extruded from the die head, it is blown and cooled by the air ring to form a film bubble.
(4) V-shaped clamp: Compresses the bubble into a sheet, creating conditions for subsequent processes.
(5) Drawing and stretching: The cooled and solidified film is processed by a stretching mechanism to improve uniformity and transparency.
(6) Edge trimming and winding: After removing the waste edges on both sides of the film, winding is completed online synchronously by two winding machines.
2. Key Process Parameters for Film Blowing
(1) Temperature control: including the extruder temperature (adjusted according to the melting point of the plastic) and the die temperature (which needs to be uniformly distributed to ensure melt flowability and uniform film thickness).
(2) Frost line position: Serving as the boundary where plastic transitions from a molten state to a high elastic state, it directly affects the crystallinity and mechanical properties of the film.
(3) Air ring cooling: It is necessary to precisely control the wind speed and volume to quickly cool the freshly extruded melt, preventing uneven film thickness.
(4) Traction temperature: Excessively high temperatures can cause uneven stretching, so it must be kept stable to ensure the uniformity of the film.
(5) Blow-up ratio: the ratio of the film bubble diameter to the die diameter. A reasonable setting can improve the transverse tensile strength of the film.
(6) Draw ratio: By adjusting the ratio of the traction speed to the extrusion speed, ensure uniform longitudinal stretching of the film.
3. Main Equipment for Film Blowing
(1) Extruder: The core equipment, consisting of a screw, barrel, and hopper. It melts and plasticizes plastic pellets through the rotation of the screw, forming a continuous melt flow.
(2) Die head: determines the shape and size of the film, and its design is crucial for thickness uniformity.
(3) Cooling device: includes a cooling air ring, air ducts, and a blower, used for rapidly cooling the molten material flow to solidify it into a film.
(4) Online thickness gauge: Monitors the thickness of the film bubble and the rolled product in real time. If the thickness exceeds the standard, parameters such as temperature and air volume are adjusted to make corrections.
(5) Bubble stabilizing frame: Stabilizes the bubble shape, preventing deformation during cooling and traction.
(6) V-board: Installed below the traction roller, it controls the film bubble flattening effect by adjusting the angle of the clamping.
(7) Traction device: Composed of a traction frame, traction rollers, and a motor, it pulls the cooled film at a constant speed and flattens it to form a continuous double-layer film.
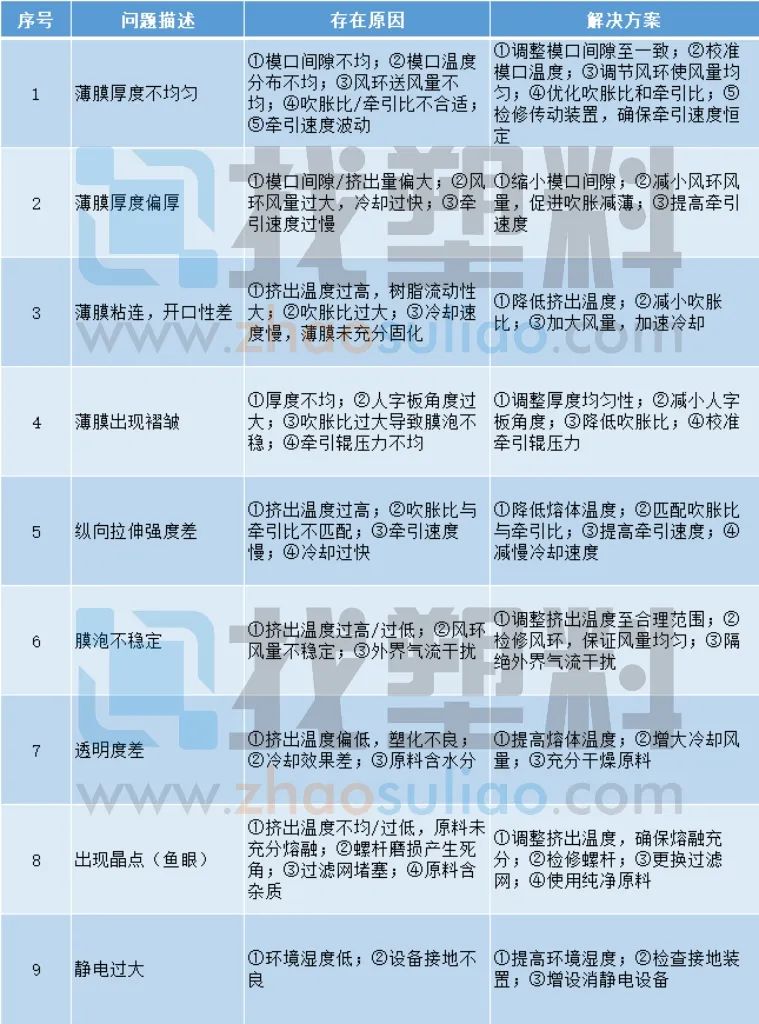
4. Common Problems and Solutions in Film Blowing
From optimizing the process flow of film blowing to adjusting equipment parameters, from accurately solving common issues to continuously enhancing film performance, every detail is polished to better adapt plastic film products like mulch films to agricultural production needs. These technical explorations and experience accumulations dispersed throughout the production process precisely require a centralized platform for exchange and interaction.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

Back-to-back major joker moves! covestro’s 1.32 million ton mdi dual-line expansion and hdi acquisition reshape global polyurethane landscape
-

Evonik Parts Ways With The Polyester Business! A Strategic Retreat By A Germany Chemical Giant And The Global Industry Shift
-

PA66 Cost and Profit: Broad-Based Weakness in the Feedstock Market Continues to Erode Cost Support for PA66 (202606)


