




How to use twin-screw technology to stabilize pc’s transparency and background color
In the world of modified plastics,Polycarbonate (PC)He could definitely be considered a “proud and arrogant” young nobleman.
It exudes luxury and possesses impeccable qualities.Translucency, stability A non-toxic, non-irritating pair.its “pure pedigree.” From nostalgia-laden optical discs and high-precision camera lenses to the eyeglasses and car windshields we use every day, it can be found throughout optical-grade applications.
But everyone in the extrusion community knows that this stuff is extremely temperamental! The rigid molecular chains of PC, along with its large steric hindrance, make its melt viscosity as high as a hard rock, making processing extremely difficult.
Although the ether linkages and isopropyl groups in the molecular chain are doing their utmost to increase flexibility, barely making it processable, once you...Twin-screw extruderIf it is treated even slightly improperly, it immediately “turns yellow in the face” and “darkens” all over, instantly becoming a defective product.
Today, drawing on real-world mass production experience, we’ll take a close look at the key factors in twin-screw extrusion that directly determine the “appearance” and “purity” of optical-grade PC!
Shear Strength (Screw Configuration Design)
The stronger, the better? Gentle is king.
Colleagues in the modification industry often have a misconception that...Is stronger screw-combination shear and more uniform mixing always better?
But for PCs like this.“Heat-sensitive + high viscosity”For delicate materials, excessive shear is nothing short of disastrous.
To gain a thorough understanding of its characteristics, we designed four screw configurations with progressively decreasing shear intensity under the fixed conditions of identical unit output (350 kg/h) and screw speed (450 RPM), focusing on the changes in elements within the dispersive and distributive mixing sections.

In this table, the reverse (left-handed) kneading elements convey material backward, so if the material cannot pass through, extremely high local pressure and intense shear will build up. Generally speaking, the larger the stagger angle and the thicker the individual discs, the stronger the shear dispersion, but the poorer the forward conveying and mixing performance.
The four sets of screws are roughly the same in the melting section, but in the subsequent dispersive mixing section, the shear strength decreases layer by layer.
The experimental results are very interesting (please compare them with the chart below):
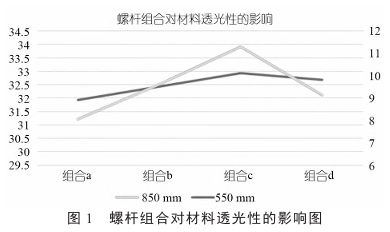
From the data, the material’s light transmittance decreases as the screw changes from strong to weak, forming a perfect “”-shaped parabola. Why?
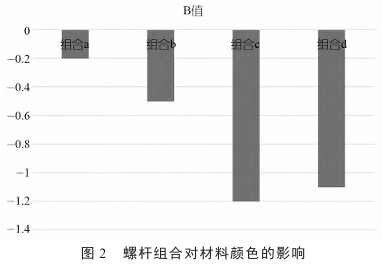
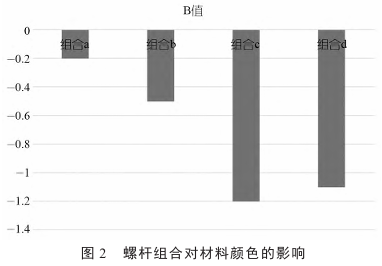
High-shear interval (Combination a and b):The internal shear in the extruder was too severe, leading to a significant outbreak of shear heat. PC is extremely sensitive to such instantaneous high temperatures, and the molecular chains undergo thermal degradation instantly, which is reflected in the appearance.The transparency plummeted, and the yellowness index (b value) rose sharply (approaching 0, indicating yellowing and darkening).
Extremely weak shear interval (combination d):The shear degradation has gone too far; while the shear heat is gone, the high molecular weight of PC, reaching tens of thousands, is not to be underestimated. The melt viscosity is too high, and the flowability is compromised! This leads to intense mechanical dry friction between the PC melt and the screw and barrel inner walls, and this hard frictional heat also causes material aging and degradation, resulting in a drop in transparency again.The balance point between temperature control and mixing lies inCombination CIt not only avoids the thermal degradation caused by excessive shearing, but also provides sufficient driving force to ensure smooth melt flow, with its b value reaching the optimal negative range (Close to -1.2, presenting a clear, premium blue-toned luster), it is the undisputedGolden Combination。
Shear rate (screw speed)
The “Anchor of Stability” under weak-shear conditions
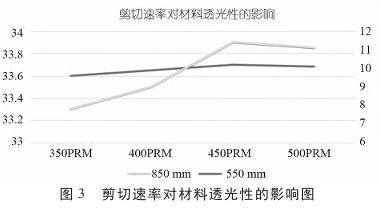
Selected.Golden Combo CNext, we adjusted the rotational speed. While maintaining an output of 350 kg/h, we tested four levels: 350 RPM, 400 RPM, 450 RPM, and 500 RPM.
According to conventional logic, the higher the rotational speed, the stronger the shear, and the material should turn yellow, right?
Interestingly, under the protection of weak-shear combination C, when the rotational speed was increased from 350 to 500 RPM, the transmittance of PC remained rock steady with virtually no significant fluctuation, and the color tone changed only slightly.
Why is this?
Because the shear strength of combination c itself belongs to"Moderates"The shear heat generated by the increase in speed is merely a drizzle for the rigid molecular chains of PC and is entirely insufficient to trigger large-scale thermal degradation.
On the contrary, a close look at the data shows that performance at high screw speeds (450–500 RPM) is even slightly better than at low screw speeds. This is because higher screw speeds shorten the material’s residence time in the barrel, reducing the total duration of heat exposure.
Therefore, in actual production, once the screw configuration is properly designed, it is entirely feasible to confidently set the speed within the high-RPM range, ensuring both production capacity and quality.
Processing temperature
The "regulating valve" of micro-slip, a difference of one degree is unacceptable.
If the screw combination is the skeleton, then the processing temperature is the flesh.
At the microscopic level, the flow of PC melt is essentially the mutual slipping of adjacent molecular chains. As the temperature rises, the mobility of the chain segments increases and the microscopic free volume (free space) expands, so the viscosity naturally decreases. PC is even more sensitive to temperature than it is to shear force.
Based on the baseline of 350 kg/h, 450 RPM, and formulation C, we increased the processing temperature from 220°C all the way up to 280°C.

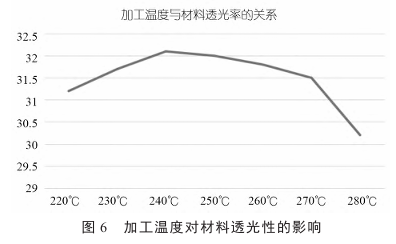
As the temperature rises, the melt flow rate (MFR) increases linearly, but the transmittance reaches its peak between 240°C and 250°C, and then plummets rapidly like a roller coaster.
When the processing temperature is too low (e.g., 220°C):The melt has poor flowability and extremely high viscosity. As it struggles to move through the barrel, the enormous frictional shear stress forces PC to undergo frictional degradation, resulting in abysmal light transmittance.
When the processing temperature is too high (e.g., 280°C):Although the viscosity drops and the flowability becomes excellent, PC still undergoes severe thermal degradation under the dual stress of high temperature and mechanical shear, which can likewise cause its light transmittance to “break down” and the material to yellow.
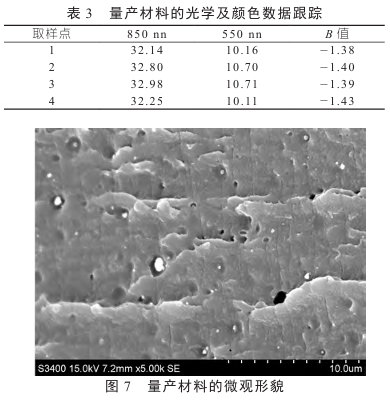
Stunning Performance of Mass-Produced Materials

Not only are the optical indicators outstanding, but the b value also remains stable at around -1.4. In colorimetry, this negative range represents a clear, prestigious “blue-base luster,” with absolutely no sign of yellowing!
Observation of the fracture surface under scanning electron microscopy (SEM) reveals an extremely dense, continuous, and uniform ductile fracture morphology, with no pores, voids, or abnormal heterogeneous phases arising from degradation, fully demonstrating the perfection of its internal structure.
Don’t mix too aggressively:The shear strength of the twin-screw directly determines the shear heat. Do not be too harsh on optical-grade PC; a screw combination with weak shear and more mixing is recommended.(For example, combination c)This is the key to preventing yellowing.
The temperature needs to be just right.Under weak shear conditions, tightly control the golden processing temperature at 240–250°C. If the temperature is too low, frictional mechanical degradation will occur; if it is too high, high-temperature thermal degradation will occur. It must be kept at this “sweet spot.”
Configuration Recommendations:For a standard 65D twin-screw extruder, using a relatively mild screw configuration and maintaining an output of 350 kg/h at 450 RPM for extrusion is the “ideal process” for producing optical-grade polycarbonate!
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

South Korea Initiates Anti-Dumping Investigation Into China’s PVC Suspension Resin! Triple Tariff Iron Curtain Falls, Who Pays for China’s Chemical Exports?
-

Focus on going global! kingfa sci. leads, huitong, preter, and kumho nire follow, china’s modified plastics frenziedly expanding worldwide
-

South Korea initiates anti-dumping investigation against Chinese PVC suspension resin! The target is Tianjin Bohua and Wanhua Chemical. How to break through?
-

Idemitsu Kosan Plans to Build Second Chemical Recycling Facility in Japan


