




Granular defects keep emerging? don’t just blame the pelletizer, the core blind spot lies in the middle several meters
After all these years of working in pelletizing, have you ever run into this situation: you bought the most expensive twin-screw extruder and matched it with an imported pelletizer, and every parameter on the process sheet seems perfectly reasonable, yet as soon as you start the machine, the pellets still come out uneven in length.
Open the material bin and you’ll find either stuck-together pellets or piles of debris, and even malformed pieces that look like chopped-up hard dried noodles!
At this point, the workshop supervisor starts losing his temper, the process engineer is tearing their hair out, and everyone’s instinctive reaction is often: “Hurry, go check if the pelletizer blades are dull."or"Is the pelletizer speed not adjusted correctly?”
Hold it! Today let’s do a soul-searching question:If pelletizing is poor, is the pelletizer really entirely to blame?
A senior figure in the circle once made a brilliant analogy about the strip-and-cut system. He said that this system is actually like "an old-fashioned spin dryer with a lawnmower attached to the back."
The analogy is a bit rough, but the logic is solid. The structure and working principle of a pelletizer are actually extremely simple and ingenious: a pair of feed rollers grip the material strands tightly and feed them to a high-speed rotating cutter head, which makes a clean cut against a stationary knife (bottom knife). Whether it’s a small laboratory line producing 10 kilograms per hour or a production behemoth producing 20 tons per hour, the principle is exactly the same.
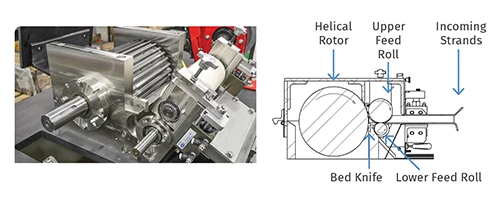
The image shows the internal mechanical structure of a conventional strand pelletizer. The photo is an actual open-cover view of the cutter chamber.
But the problem is, no matter how sharp the "lawnmower" is, if the "grass" it is sent to is not frozen hard and neatly arranged, but rather soft and sticky, or covered in water with uneven thickness, can the lawnmower cut it neatly?
Today, let's talk about the "blind spots" in the (pulling strips) granulation process that are most easily overlooked but can be the most lethal.
01Don’t just focus on the two ends; take a look at that no-man’s-land in the middle.
In our modified plastics and pelletizing factory, most of the R&D and engineering effort is devoted to the “upstream” and “downstream” processes.
Upstream: Translate the above content into English and output only the translation, without any explanation.Every day I study screw combinations, barrel heating, and vacuum exhaust, eager to master the intricacies of the screw.
Downstream:Look for wear-resistant material tools, corrosion-resistant bearings all over the world, while also considering operational safety and one-click cleaning.
What is the result?The section between the extruder die head and the pelletizer feed inlet has instead become a problem.a “no-man’s-land” where mom doesn’t love and dad doesn’t care
A lot of factories are stuck in habitual ways of thinking:“Isn’t it just a matter of soaking the strips in water, fishing them out, and cutting them up? What technical skill could that possibly require?”
So you often see this peculiar sight in workshops: amid equipment worth hundreds of thousands or even millions, a battered broom is being used to pin down a material strip to keep it from fluttering around, or a few PVC pipes are casually rigged into a frame, paired with a homemade air knife that blows like it’s gasping for breath...
This is not called “making do under poor conditions”; it’s called “wasting a treasure”!

The image shows a conventional water-bath cooling system. However, producing qualified pellets is by no means as simple as merely immersing the extrudate strands in water.
After everyone worked so hard to perfect the formulation—with thermal stability, mechanical properties, and color all absolutely spot-on—it all comes undone because this section of the water trough wasn’t properly controlled. When the customer opens the box, what they see is wet material, inconsistent bulk density, or “big rods” that jam the feed throat as soon as they’re loaded into the injection molding machine.
The customer doesn't care how impressive your screw shear is; seeing this kind of appearance, they'll immediately initiate a return and leave a negative review: "This batch of material is substandard!"
There is a hard and fast rule that everyone should remember: if the material is not good, no matter how advanced the pelletizer is, it’s all in vain! It is not a magic machine and cannot create miracles. The physical transition from molten state to solid state (cooling and conditioning) determines 50% of the product quality for the entire pelletizing line.
02Are the granules good? They “speak” for themselves.
Veterans in the trade often say that plastic pellets are actually the “witnesses” of the entire production line. Whatever they have gone through, whatever abuse they have suffered, is all written on their faces. They can help you uncover 95% of the bottlenecks in the upstream process.
The key is how you interpret its “jargon.”
The blade is sharp and the clearance is set correctly, so why is it cutting everything into chips?
Diagnosis:The strip is too cold and too brittle! Under the blade, it is not being cut, but smashed.
Why do the particles have a small tail, or why are two or three particles stuck together?
Diagnosis:The noodles haven't completely frozen solid yet, still warm inside (or with moisture on the surface not dried off), and when I cut down, they didn't separate but instead stuck together.
The most feared situation is when the factory increases the extruder speed to double to meet production targets, and the pelletizer speed is also pushed to the max.The fish tank is still as long, and the number of roots is still the same.。
It’s like making a sprinter run a marathon: before the material strand has even had a proper bath in the water, it’s forcibly yanked out and cut. The result is bound to be disastrous.
So how do you cut perfect pieces? Jot these tips down!
Science does not lie. As long as you establish the right baseline, granulation will no longer be a matter of luck or blind guesswork, a kind of “mysticism.”
Frontline machine supervisors and engineers, please include the following items in your standard process sheet for every shift. Operators must never be allowed to make adjustments based solely on feel; otherwise, it would be like a race car pit stop where every technician is acting independently—an accident waiting to happen.
Next time you power on, besides adjusting the screw, keep a close eye on the following key downstream indicators:
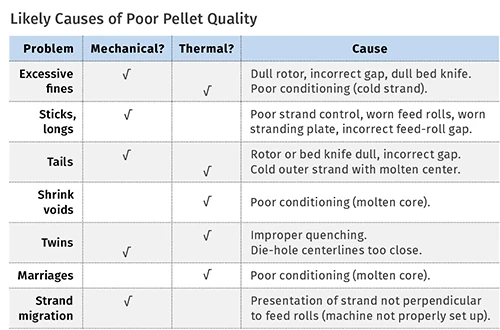
Plastic Pellet Defect Cause Comparison Table
1. Excessive fines / too many fine fragments
✅ Mechanical factors + ✅ Temperature control factors: ① Mechanical: pelletizer cutter disc (rotor blade) dulling, incorrect blade gap adjustment, and dulling of the bed knife edge; ② Thermal process: poor cooling control of the strands (the strands are overall too cold and hard), causing chipping during cutting and generating a large amount of fines.
2. Sticks, longs (ultra-long particles)
✅ Mechanical causes: unstable strip tracking, worn traction feed rollers, aging die-surface flow guide plates, and improper feed roller gap settings.
3. Tails with small tail particles (particle head trailing burrs)
✅Mechanical +✅Thermal Process ①Mechanical: Dull moving knife / bottom knife, incorrect gap between blades; ②Thermal Process: The outer skin of the material strip cools too hard while the core remains in a molten state, resulting in tails being pulled during cutting.
4. Shrinkage Voids: Internal Shrinkage Cavities / Hollow Voids in Particles
✅ Thermal process cause: Poor cooling and conditioning of the strand led to melting in the core of the pellets, and shrinkage during cooling formed voids.
5. Twins: conjoined double pieces (two pieces stuck together and not cut apart)
✅ Thermal process + ✅ Mechanical ① Thermal: Improper quenching / water-cooling process; ② Mechanical: The die head outlet holes are arranged too close together, causing the extruded strands to stick together immediately after extrusion.
6. Marriages — Particle Adhesion and Clumping (Multiple-Particle Fusion and Sticking)
✅ Thermal process cause: the core of the material strip remained molten and had not cooled, and the residual heat after particle cutting caused the particles to stick together.
7. Strand migration, strip deviation, positional offset
Mechanical cause: the strip material was not vertically aligned when entering the traction rollers, and the pelletizer was not properly installed and adjusted.
1. Water tank process indicatorsProcess water temperature:It should be neither too cold nor too hot. If it is too cold, the material strip becomes brittle and breaks easily; if it is too hot, the material strip will not freeze hard enough.
Retention time (distance) in water:This determines whether the material strip has completely cooled from the inside out.
Guide roller position:Is the noodle submerged in the water or floating on the surface? This affects the uniformity of cooling.
2. Dewatering and Pelletizing Indicators
Blow-drying/air-drying effect:Before entering the pelletizer, the strands must have absolutely no water on their surface! Dedicated vacuum dewatering units are now available on the market—stop using those half-dead blowers.
Target temperature of the pellets after cutting:The pellets should be perfect, and after cutting, they should feel slightly warm to the touch. This way, the residual heat can automatically evaporate the trace moisture, but they must not be so hot that the pellets stick together.
Pelletizer Hardware Fine-Tuning:The clearance between the rotary cutter and the bed knife (rotor clearance), the material of the feed roller (rubber roller or steel roller), and the pressing force of the feed roller (cylinder pressure).
Replacing a few machines may only solve hardware issues. What truly sets you apart from your peers is a rigorous, down-to-earth approach that speaks through experience and data.
Those modifier manufacturers that can truly make pellets as beautiful as works of art and achieve a stacking density as stable as a rock have, without exception, put in a lot of effort in the seemingly "unremarkable" cooling and conditioning process.
Starting from tomorrow, don't ignore the water trough between the mold head and the cutting machine anymore. Measure the water temperature more often, adjust the air knife, and record the data.Treat the noodles gently, and the cutting machine will deliver an amazing result!
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

A Look at the Material Suppliers Behind SpaceX
-

Ethylene: Production Capacity Accelerates Expansion, Global Industry Landscape Is Being Reshaped
-

Ethylene Industry Enters Production Boom Period! Multinational Giants and Domestic Leaders Compete in Trillion-Dollar Track
-

Target To Reduce Plastic By 30%! South Korea Enters Plastic Recycling Controversy, Involving National Interests
-

Amer Sports Releases 2025 Sustainability Report, Apparel And Footwear Recycled Material Proportion Reaches 19.3%


