Brief Description:The plastic extrusion pelletizing system is mainly used for coloring polymer materials, primarily divided into black masterbatch, white masterbatch, color masterbatch, and liquid color masterbatch.
Introduction to the Plastic Extrusion Pelletizing System:
The internal structure of the machine largely depends on the design principles, and it can be said that technical factors influence its internal structure. The internal structure, in turn, serves as the foundation for the external form, meaning that the external form is a manifestation of the internal structure. This relationship is particularly evident in the exterior design of box-type components.
In addition to the internal structure, there exists an inclusive relationship between the internal structure and external form, with the external form sometimes being a design of the structure itself. Given that the primary work of industrial design is reflected in the appearance of the equipment, the structural and styling design of the exterior components are very closely related.
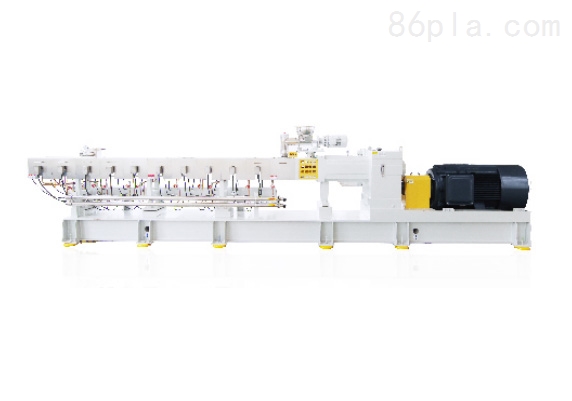
In the degradable material modification pelletizer, the change in screw speed is achieved by adjusting the motor speed. The drive motor usually rotates at full speed of about 1750 rpm, which is too fast for an extruder screw. If it rotates at such a high speed, it will generate too much frictional heat, and due to the too short residence time of the plastic, a uniform and well-mixed melt cannot be prepared. The typical reduction ratio should be between 10:1 and 20:1, with the first stage using either gears or pulleys, but the second stage uses gears and positions the screw at the center of the large gear. For some slow-running machines, there may be three stages of reduction, with the maximum speed potentially as low as 30 rpm or even lower (with a ratio up to 60:1). On the other hand, some very long twin screws used for mixing can operate at speeds of 600 rpm or faster, thus requiring a very low reduction ratio and more deep cooling.
Work Process:
The entire process consists of two procedures: mixing and drawing.
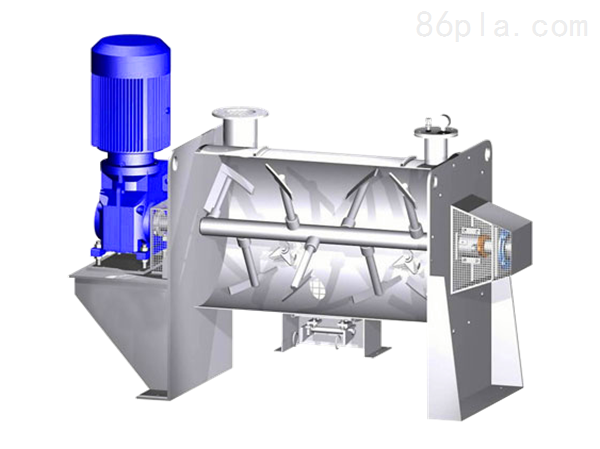
2. The adhesive enters the material pot from the conical hopper. After the hopper is closed, the powder rotates inside the container under the agitation of the mixing paddles, while the material changes direction along the conical wall, gradually forming liquid bridges. Under the squeezing, friction, and kneading effects of the paddles and the cylinder walls on the material, it gradually transforms into a loose substance. Then, the discharge door is opened, and the mixed granules are pushed out of the discharge hopper by the centrifugal force of the paddles.
3. The soft material with a granular structure is not formed by forced extrusion, but rather it is cut by the granulating force, where the soft material in a semi-fluid state is cut into fine and uniform particles, achieving the mutual transformation of materials.
Plastic Extrusion Pelletizing System Maintenance:
The equipment should be placed in a well-ventilated area to ensure the dissipation of heat generated by the motor, thereby extending its lifespan.
2. Lubricating oil should be regularly added to the bearings to ensure lubrication between them.
3. Regularly check the tool screws; after 1 hour of use, tighten the screws of the moving and fixed blades with a tool to enhance the fixation between the blades and the blade holder.
4. To ensure the sharpness of the cutting edge, the tool should be regularly inspected and maintained to keep it sharp, thereby reducing unnecessary damage to other components caused by a dull or chipped blade.
5. When replacing the blades, the gap between the moving blade and the fixed blade: for machines over 20HP, the gap can be appropriately increased as the recycled material becomes thinner.
6. Before the second start, the remaining debris in the machine room should be cleared to reduce the starting resistance.
7. The inertia cover and pulley cover should be opened regularly to clean the dust outlet below the flange, as powder from the pelletizing chamber can enter the shaft bearings.
8. The recycled stock resin pelletizing machine should be kept well grounded.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).