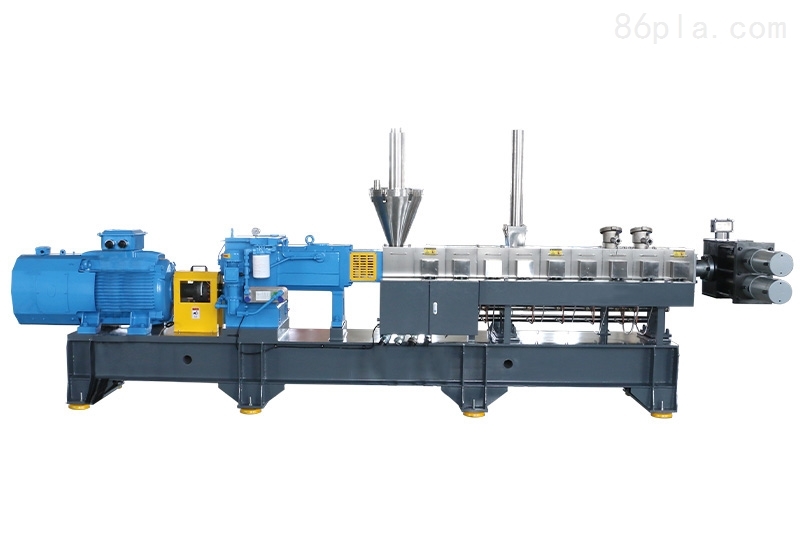
Brief Description:The main lithium battery equipment primarily produces sheet molding compounds, a new type of thermosetting molding plastic used in transportation, construction, and electrical applications. It is a production equipment for unsaturated polyester fiber-reinforced composite materials, which involves adding thickeners, fillers, release agents, and curing agents to polyester resin, impregnating glass fiber yarn, and covering both sides with film to form a sandwich structure.
Lithium battery equipment hostThe main production is sheet molding plastic, a new type of thermosetting molding plastic used in transportation, construction, and electrical applications. It is a polyester resin mixed with thickeners, fillers, release agents, and curing agents, impregnated with fiberglass yarn, and covered on both sides with a film to form a sandwich structure, which is an unsaturated polyester fiberglass reinforced composite material production equipment.
The lithium battery host adopts a mesh belt for material pressing, with the lifting and lowering of the pressing body using pneumatic form, and the tension of the mesh belt also using pneumatic form. The mesh belt and material trough are made of stainless steel, and all rollers are first ground and then chrome-plated. The winding section uses a torque motor drive, allowing the winding speed to be adjusted at any time, with automatic winding and pneumatic clamping that saves effort and time. The yarn cutting section uses a variable speed motor to achieve stepless speed change, increasing the range of yarn content, with reliable and precise adjustment. The yarn cutting roller adopts a spiral form, reducing noise and improving the service life of the rubber roller and blades. The electrical control part uses central control to meet production needs.
Below is an introduction for youLithium battery equipment hostPrecautions for use:
The temperature of each section of the plastic sheet production equipment barrel gradually increases from the feeding section to the point where the barrel connects with the forming mold.
2, The mold temperature for forming is slightly higher than the barrel temperature, with the difference controlled at 5-10°C. The temperatures at both ends of the mold are slightly higher than the temperature in the middle, with the difference also controlled at 5-10°C.
3. For the entry of the sheet, the upper surface of the middle roller among the three rollers should be in the same horizontal plane as the lower flat surface of the die lip; the end face of the die lip should be parallel to the centerline of the middle roller, with a distance of 50~100mm.
4. The die lip gap should be slightly less than or equal to the thickness of the sheet product, with the center gap of the die lips being slightly less than the gaps at both ends.
5. Note that the surface roughness R of the three rolls should not exceed 0.2 μm. When cleaning the roll surface, do not use a hard steel blade to scrape it; instead, use a copper knife to remove any residual material.
6, The roller surface should have some crown; the gap between the three rollers should be equal to or slightly greater than the thickness of the plate.
7. The temperature control of the molding die must be stable. When the temperature is high, the flow rate of the molten material in the mold increases; when the temperature is low, the flow rate of the molten material in the mold decreases. Unstable flow rates of the molten material can lead to large longitudinal thickness variations in the sheet (or plate) products.
8. Pay attention to controlling the surface temperature of the three rollers, with the inlet roller being slightly warmer and the outlet roller slightly cooler. If the roller surface temperature is too high, the sheet will not easily separate from the roller, and horizontal lines may appear on the product surface; if the temperature is too low, the product surface will lack luster. Based on these phenomena, the roller surface temperature should be adjusted in a timely manner.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).