Brief description:All the technological advancements in large parallel twin-screw extruders mainly focus on the transmission and extrusion sections. Only by combining the core hardware technology with the core software technology can we create modern co-rotating twin-screw extrusion equipment that is both cost-effective and competitive.
Large parallel twin-screw extruders belong to one of the categories of plastic machinery, originating in the 18th century. Based on the angle between the flow direction of the material at the die and the centerline of the screws, the die can be classified into right-angle dies and inclined dies, etc. Relying on the pressure and shear force generated by the rotation of the screws, the material can be fully plasticized and uniformly mixed, and then shaped through the die.
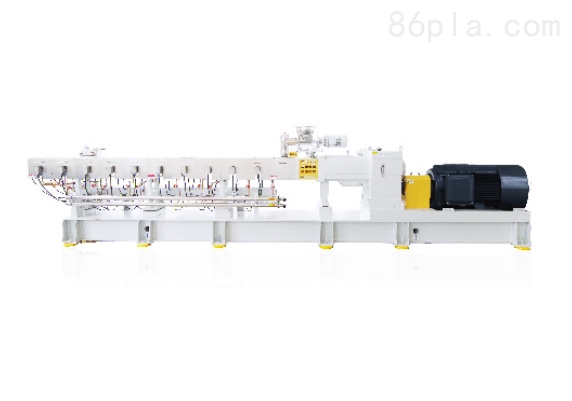
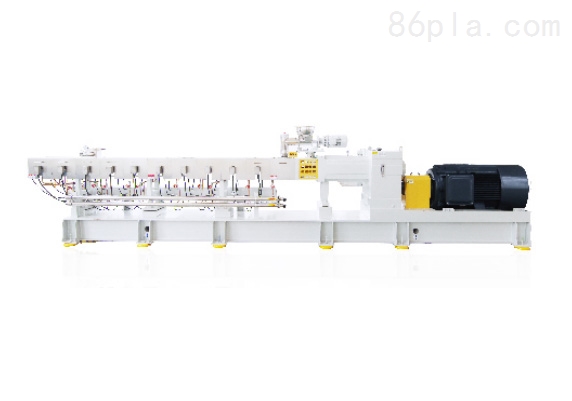
All the technological advancements in large parallel twin-screw extruders mainly focus on the transmission and extrusion sections. Only by combining the core hardware technology with the core software technology can we create modern co-rotating twin-screw extrusion equipment that is both cost-effective and competitive. It mainly consists of two major parts: the transmission section and the extrusion section.
1. The drive section provides torque to the screw, and strong torque output is the guarantee of efficient operation; the extrusion section mainly consists of the barrel, screw elements, and core shaft, where the material undergoes plasticization, mixing, and extrusion.
All of its technological advancements are also concentrated in these two parts, constituting the hallmark of updates and iterations.
Compared to other models, one of its major features is the difference in the drive system. It requires evenly distributing power to two screws within a confined space, which is known as torque distribution technology. Different torque distribution technologies determine the load capacity of the gearbox and even directly affect the overall lifespan and performance of the machine.
The extrusion section is mainly composed of the barrel, screw elements, and mandrel, serving as the functional area for plasticization and mixing. The key performance indicators for evaluating the extrusion section include screw clearance, volumetric capacity, rotational speed, mandrel strength, and the lifespan of the screw elements.
The development trend of large-scale twin-screw extruders is characterized by small screw clearance, high volumetric capacity, high rotational speed, high-strength core shafts, and highly wear-resistant screw elements. While achieving high efficiency and large output, the overall service life of the machine can still be further improved, ensuring stable product quality.
After a certain period of operation, if the barrel and screw components are severely worn, the equipment will experience instability, decreased output, and reduced physical properties of the extruded material. Especially when the working clearance between the barrel and screw exceeds the standard specified range, one should be cautious of backflow of the material due to back pressure, fluctuations in the screw's feeding, and prolonged retention time of the molten material inside the barrel, as these phenomena will certainly affect the physical properties of the molded plastic.
This equipment employs a dual-metal technology with an alloy cladding for the repair of barrels and screws, which is a cost-effective process we recommend, especially for large-scale plastic injection molding machines and twin-screw extruders. Where conditions permit, we should, as much as possible, adopt the process of adding a dual-metal alloy protective layer to repair the barrels and screws.
Structural Features:
1. The main unit's twin screws are high-speed co-rotating, which can generate very strong and complex material transfer, exchange,分流掺合以及剪切捏合等作用。这些作用可通过改变螺杆构型及操作工艺条件实现充分自如的调节控制,以满足适应各种工艺的要求。
Translation:
1. The main unit's twin screws are of the high-speed co-rotating type, capable of generating very strong and complex material transfer, exchange, distribution, blending, and shearing kneading effects. These effects can be fully and flexibly adjusted and controlled by changing the screw configuration and operating process conditions to meet the requirements of various processes.
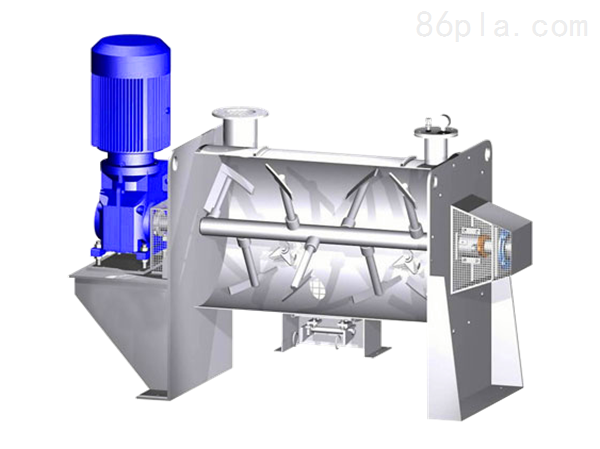
2, Accurate measurement and reasonable feeding methods are crucial for strictly adhering to the formulation, ensuring product quality. Based on the material properties and user requirements, we provide various feeding methods such as volume measurement and dynamic loss-in-weight measurement, to meet the needs of different products.
3, Advanced control system. This extruder is equipped with an advanced and aesthetically pleasing control system, where most of the control components are imported, ensuring high quality and sensitivity. The operational parameters of the main unit, such as current, voltage, temperature, and torque, are very intuitive, making it extremely convenient to operate and not requiring a high level of skill from the operator.
The system is equipped with several pelletizing methods, including drawing wire water cooling, hot cutting water cooling, and hot cutting air cooling. It can be configured according to different materials and user requirements.
Precautions for Use:
1. Always pay attention to the changes in the machine body temperature. When the strands do not stick to clean hands, the temperature should be immediately increased until the strands stick to the hands, which is considered normal.
If the bearing part of the reducer feels hot or is accompanied by noise, the machine should be stopped for timely inspection and oil replenishment.
3. If the bearing areas at both ends of the main unit's bearing housing become hot to the touch or produce unusual noises, stop the machine for inspection and apply grease. During normal operation, grease should be added to the bearing housing every 5-6 days.
4. Pay attention to understanding the operating patterns of the machine; for example: the temperature and rotational speed. Adjustments should be made promptly based on the situation.
5. When the machine body is operating unstably, attention should be paid to checking whether the coupling fit clearance is too tight, and it should be adjusted to be looser in time.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).