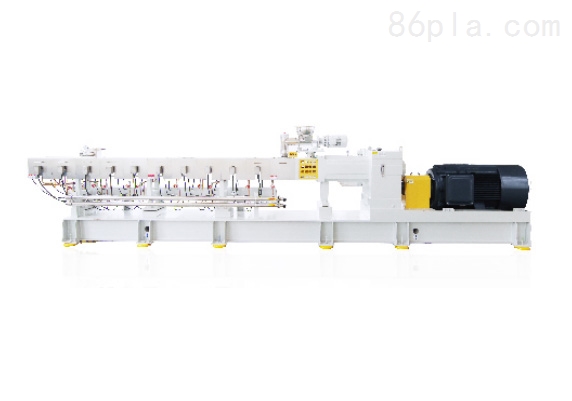
Brief Description:The laboratory twin-screw granulator performs segmented closed-loop temperature control during the production process. The internal mixer, feeder, and extruder each have their own heating and cooling systems, controlling their respective temperatures according to the process requirements.
Characteristics of the laboratory twin-screw extruder:
This production line integrates mixing, conveying, feeding, and extrusion, achieving automated continuous operation with high production efficiency.
2. Compact structure, small footprint and space, suitable for flat installation.
3. The production process involves segmented closed-loop temperature control, with the internal mixer, feeder, and extruder each having their own heating and cooling systems, controlling their respective temperatures according to process requirements.
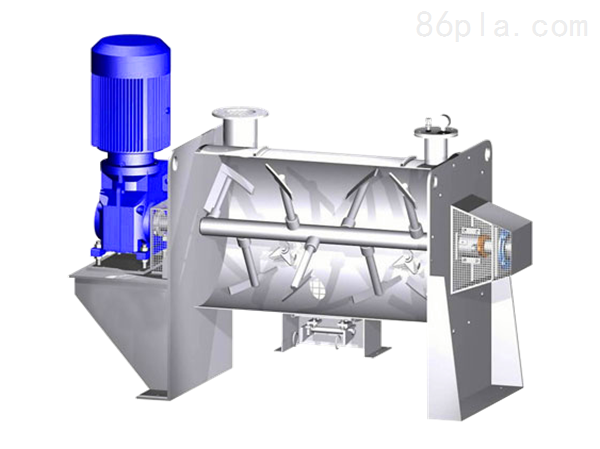
4. The feeding mechanism adopts a dual-paddle screw design, featuring strong material intake capability. It is particularly suitable for extruding and pelletizing lump materials directly from the internal mixer.
5. The barrel and screw are made of high-quality 38CrMoAIA alloy steel, which has been nitrided for high hardness, wear resistance, and corrosion resistance.
6. The die head adopts a manual screen changing or quick non-stop screen changing mechanism to improve production efficiency.
7. The electrical control system adopts advanced PLC control technology, combined with multiple inverters, enabling high-precision, wide-range speed adjustment for feeding, extrusion, cutting, and other multi-station operations according to process requirements. It also features comprehensive process interlocks and audio-visual fault alarms, ensuring a complete and reliable control system.
Operating Procedures for Laboratory Twin-screw Extruder:
Extruder
1. Inspected the feeder and hopper to ensure there were no impurities in the hopper;
2. Check that all screws are in good condition;
3. Check if the vacuum equipment of the extruder is unobstructed, ensuring that the vacuum level is no less than -0.08MPa. The vacuum bucket should be cleaned twice per shift. Do not use metal tools to clean the vent holes; use plastic or wooden sticks to remove impurities from the barrel vent holes.
Secondary Equipment
Check if the cooling water system is unobstructed;
2. Inspect the cutting machine to ensure nothing is obstructing the cutting saw;
3. Ensure that all electrical components are in good condition.
III. Mold Installation
Ensure the mold is installed horizontally and tighten the bolts.
2. Ensure the strength of each bolt and equal clearance between the extruder flange and the die flange;
3. Secure the heater and thermocouple sequentially onto the mold. The heater must be tightly pressed against the surface of the mold.
IV. Installation of Sizing Die and Water Tank
The shaping mold must be horizontally installed on the shaping table, ensuring that the shaping mold and the die head are level both left to right and up and down.
2. The cooling water pipes are sequentially and orderly connected to the sizing die, ensuring that the joints do not leak.
Maintenance:
1. Regularly clean the oil and dust off the motor of the pelletizer. If the operating environment is harsh with a lot of dust, it is recommended to clean the motor every few days to ensure its cleanliness and smooth operation.
2. Inspect the couplings in the transmission parts of the pelletizer to check for any hard damage or destruction. Damaged couplings can pose significant hazards, so it is important to replace them in a timely manner, effectively preventing many accidents.
3. Check the position of the fixed screws and see if there is any loosening. If loose, stop the operation, and have the staff tighten them in time to prevent accidents.
4. After a period of use, the bearings should be cleaned and the lubricating grease and machine oil replaced in a timely manner. The frequency of cleaning and replacement should be determined based on the operating time of the motor. Generally, the lubricating grease and machine oil should be cleaned and replaced after the pellet mill motor has been running for about half a year.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).