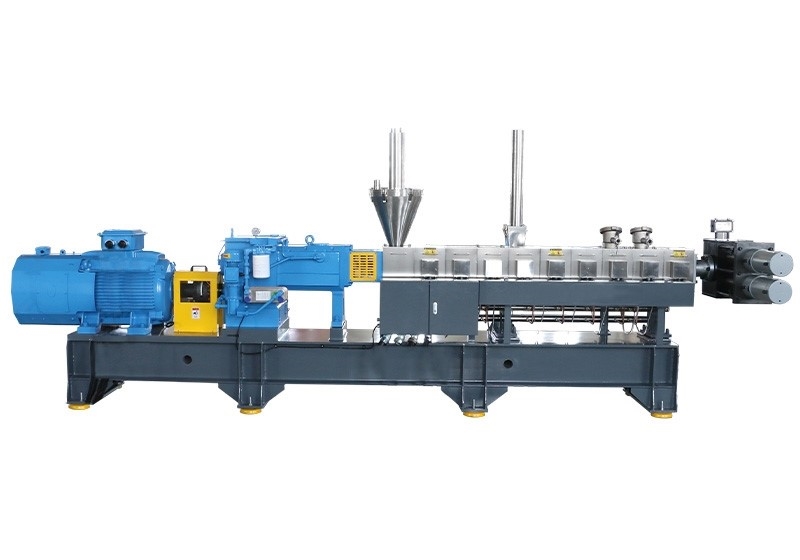
Brief Description:The twin-screw modifying granulator, also known as the laboratory twin-screw granulator, is composed of several parts including the transmission system, feeding device, barrel, and screws. The functions of these components are similar to those of a single-screw extruder. The difference from a single-screw extruder lies in the fact that this equipment has two parallel screws placed within a barrel with an "∞"-shaped cross-section.
The laboratory twin-screw extruder for modification and pelletizing is involved in a wide range of the national economy. It is not only a fundamental production process for a large number of industrial and agricultural products but also a major energy consumer. The advancement of its technology is closely related to the development of the entire national economy. Improving the energy utilization efficiency of this equipment and preventing environmental pollution are complementary. Therefore, when exploring new development paths, it is necessary to comprehensively consider energy efficiency, environmental protection, and product quality, aiming for coordinated and sustainable development.
Introduction to Laboratory Twin-screw Modifier Pelletizer:
It is composed of several parts including the transmission device, feeding device, barrel, and screws, with each component serving a similar function to those in a single-screw extruder. The difference lies in the fact that a twin-screw extruder has two parallel screws placed within a barrel with an "∞"-shaped cross-section.
Features: Equipped with the corresponding screws and auxiliary equipment, it can directly extrude various thermoplastics, especially rigid PVC powder, into pipes, sheets, films, and profiles, etc. It can also complete the modification of various plastics and the granulation process of powders. It adopts a DC motor, thyristor infinite speed regulation, and is equipped with overload protection and fault alarm. The screw core has an oil circulation constant temperature system, the barrel has oil cooling, and it is installed with a vacuum exhaust pipe device and a quantitative feeding device.
Precautions for Laboratory Twin-screw Modifier Pelletizer:
1. The parameters of the temperature control instruments for each heating zone must be set according to the process requirements. After the heating temperature of each section reaches the set value, continue to maintain the temperature, and at the same time, further confirm whether the temperature control instruments and solenoid valves (or cooling fans) of each section are working normally.
2. The oil pump must be started before the motor.
3. The idle speed without feeding material should not be too high.
4. Start feeding at as low a speed as possible and match the feeder speed to the main machine speed.
5. The auxiliary feeding device can be started according to the process requirements only after the main unit and the primary feeding system are operating normally.
6. The degassing operation should generally be started after the main machine has entered a stable operating state, by then activating the vacuum pump.
7. Do not stand directly in front of the die before the material strip comes out.
8. Regularly check if the extruded material from the die head is stable and uniform, and whether there are any issues such as material breakage, blocked die holes, poor plasticization, or discoloration due to overheating. Also, verify if the material pressure indication at the die head is normal and stable.
9. Each operation should have an operation record.
Factors affecting its melt length:
1. The impact of process conditions. The extrusion flow rate Q is proportional to the melting length. Additionally, an increase in Q will lead to an enhanced lag effect, meaning that both the onset and completion of melting are delayed, and the amplitude of temperature fluctuations at the end increases. Under otherwise constant conditions, as the flow rate increases, the product quality deteriorates. Therefore, to increase the flow rate, it is necessary to correspondingly increase the length of the compression section; otherwise, the product quality will decrease.
2. The influence of plastic properties. The main factors affecting the flow rate and melting length are the thermal performance parameters and rheological performance parameters of the plastics. Plastics with a small specific heat capacity, high thermal conductivity, low latent heat of fusion, low density, and low melting point temperature melt faster and require a shorter melting section length; or under the same melting section length, a larger flow rate can be achieved.
3. The influence of screw geometric parameters. It is generally believed that a larger screw channel depth H is better within practical limits, because under the same Q (flow rate), a larger screw channel depth results in a slower solid phase velocity, which is beneficial for heat transfer from the barrel. Of course, it also reduces frictional heat. Mainly, it has a significant impact on the former, while the impact on the latter is not strong.
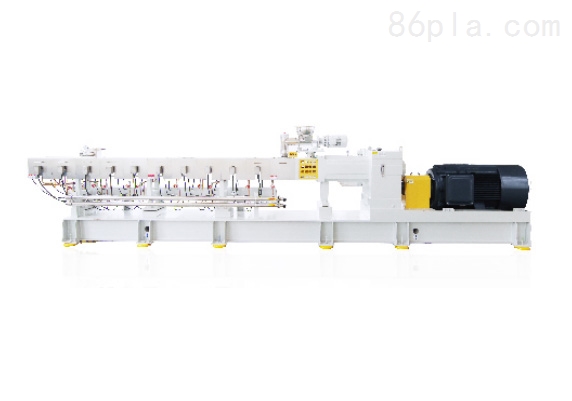
Product Features:
1. This unit can be equipped with corresponding special screw designs and different configurations according to the varying needs of users. It is widely applicable for color mixing and granulation, plastic filler modification, and runner recycling pelletization. The high-torque, hard-faced gearbox ensures stable operation and noise-free performance. The screw and barrel have undergone special surface hardening treatment, providing excellent mixing performance and wear resistance.
2, The special exhaust-type design effectively removes moisture and exhaust gases, making the extruded pellets more stable and solid, ensuring excellent performance of the pellets.
3. Using variable frequency control can save more than 20% of electricity.
4. The pelletizing method of this unit involves extruding the plastic in a molten state, which is then scraped off by blades and solidified through circulation in cooling water. After being dehydrated by a high-speed dewatering machine, the moisture in the finished pellets can be effectively removed, resulting in good drying effects. The pelletizing process is simple to operate, highly automated, dust-free, low in noise, and produces high-quality pellets with an attractive appearance.
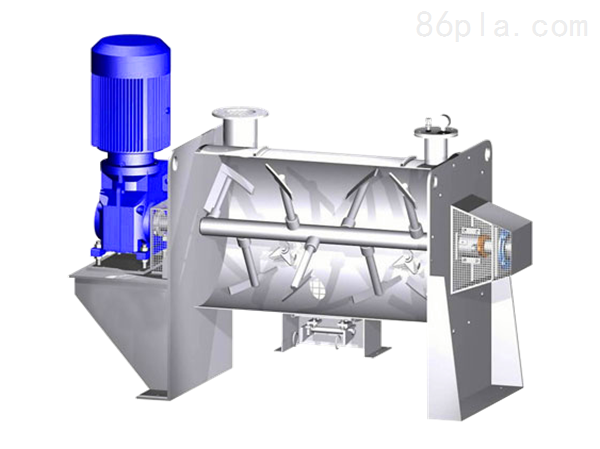
Selection and Application of Shaft Wear Repair Technologies:
Surface oil baking treatment: Use oxygen and acetylene to bake off the oil contamination on the surface of the kneader shaft until there are no more sparks and the surface is dry.
2. Pre-turn and roughen the worn parts of the shaft, then clean the shaft surface with anhydrous ethanol and let it dry.
3. Mix the Sorel carbon nanopolymer material in the correct ratio until it is uniform and free of color differences, then apply the mixed material to the surface of the shaft, with the thickness slightly greater than the single-side wear amount.
4. After the material has cured, machine it to the required dimensions to complete the repair.
This technology is similar to a cold welding technique, which does not generate high temperatures during the online repair process, effectively protecting the equipment from damage. Moreover, the repair process is not limited by the unilateral wear of the shaft. Additionally, the material exhibits excellent bonding properties, compressive strength, wear resistance, and possesses an elastic deformation capability that metals lack, providing a comprehensive mechanical performance advantage. The effectiveness and service life of the repaired part can be reliably ensured.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).