Brief Description:Twin-screw compounding extruders focus on high-fill, reactive, and fluffy material systems, primarily targeting low specific energy consumption operations, with a greater working volume and the combination of high torque and high speed, aiming for a more optimized balance between efficiency and process rationality.
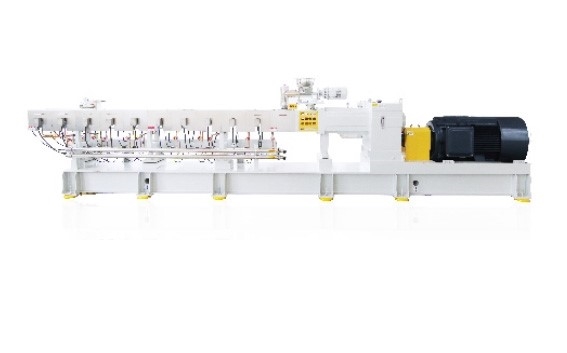
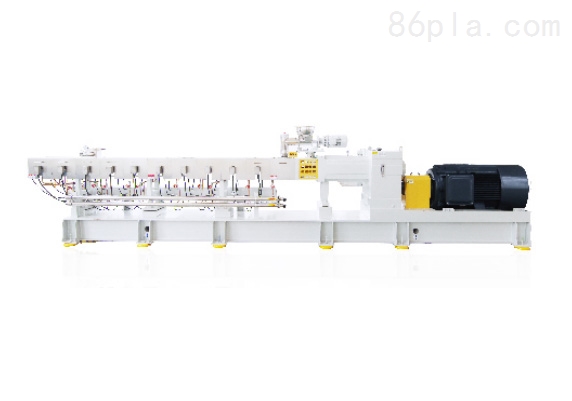
Twin-screw compounding extruders focus on high-fill, reactive, and fluffy material systems, primarily targeting low specific energy consumption operations; the combination of larger working volume and high torque, high speed aims for a more optimized balance between efficiency and process rationality. It consists of several parts including the drive unit, feeding device, barrel, and screws, with the functions of each component being similar to those of a single-screw extruder, as shown in Figure 1. The difference from a single-screw extruder is that twin-screw extruders have two parallel screws placed in a barrel with an "∞" shaped cross-section.
When starting and pulling the material with a twin-screw compounding extruder, the following issues need to be noted:
1. Before starting, heat for about 40 to 50 minutes first, raising the temperature to a state where it is easier to pull the motor V-belt by hand. Pull in the normal working direction 8 to 10 times, and continue heating for about 10 more minutes; at this point, continue heating because normal production requires continuous heat replenishment; adjust to different temperatures based on the varying properties of the plastic.
2. Before the equipment is put into normal operation, the mechanical temperature should be kept stable and should not be maintained at a high or low level.
3. If the feeding is uniform, the machine's feeding speed should match the conveying speed; otherwise, it will directly affect the quality and output of the plastic pellets.
4. Before stopping, all the plastic inside the granulator screw must be emptied and cleaned.
5. When the main unit is shut down, the power should be disconnected, and before the next use, the head line plug must be disassembled and preheated separately.
During use, it needs to be maintained and cared for:
1. During operation, if the material temperature does not reach the set temperature at startup, and the holding time does not meet the standard, the screw must not be started or operated; this is something we must pay attention to.
2. In the event of any unusual noise from the equipment during normal use or in case of abnormalities, the operation must be stopped immediately, and the relevant personnel should be notified promptly to have professional maintenance staff come and handle the situation as soon as possible.
3. Even with correct operation, we cannot be complacent. We must always pay attention to safety during the production process. Necessary fire-fighting equipment should be placed near the equipment using heat transfer oil.
After the temperature stabilizes, the machine can be started. Before starting, the bolts on the die head and the extruder flange should be tightened again to eliminate the difference in thermal expansion between the bolts and the die head. The sequence for tightening the die head bolts is diagonally, with even force applied. When tightening the nuts on the die head flange, ensure they are uniformly tight all around; otherwise, material leakage may occur. To start, select the preparation start button, then press the start button, and slowly turn the screw speed adjustment knob to gradually increase the screw speed. Gradually accelerate while feeding a small amount of material. During feeding, closely monitor the changes in the main motor's current meter and other indicator gauges; the screw torque must not exceed the red mark. No one should stand in front of the die before the plastic profile is extruded, to avoid injury from broken bolts or moisture-induced foaming. After the plastic is extruded from the die, it needs to be cooled slowly, and the shaping devices and molds should be moved accordingly, then adjusted based on the readings from the control instruments.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).