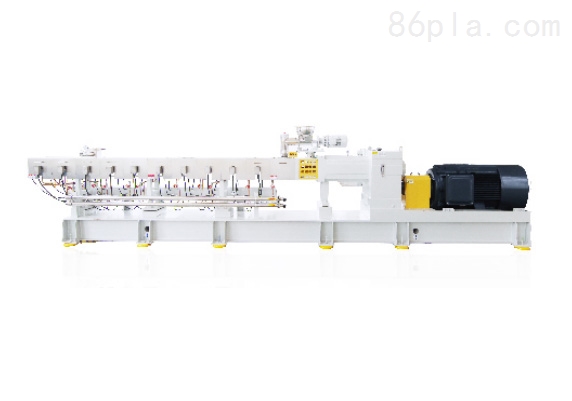
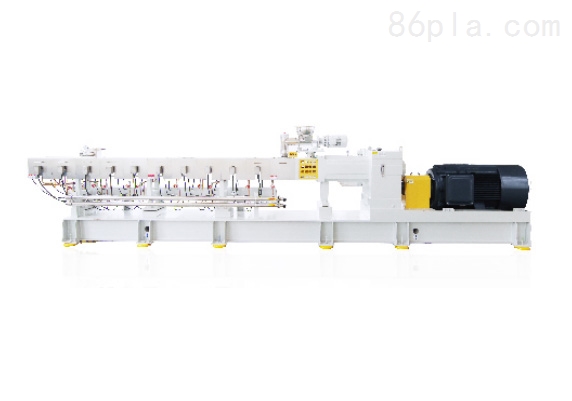
Brief Description:The parallel co-rotating twin-screw extruder consists of several parts including the transmission device, feeding device, barrel, and screws. The functions of each component are similar to those of a single-screw extruder, as shown in Figure 1. The difference from a single-screw extruder is that the twin-screw extruder has two parallel screws placed in a barrel with an "∞" shaped cross-section.
Tandem Co-rotating ExtruderMaintenance:
All lubrication points should be regularly and adequately injected with clean lubricating oil.
2. Equipment maintenance: Regular cleaning, adequate lubrication, proper use, and reasonable maintenance are essential for maintaining long-term stability of the equipment.
3. At the end of each shift, the dust, oil, water, and adhered materials on the surface of the equipment should be wiped clean (such as: chains, yarn cutting knives, pressure rollers, upper and lower feed hoppers).
4. Regularly check the working condition of each air line, maintain unobstructed and stable air pressure (adjusted within the set pressure range), and promptly address any leaks or pressure drops.
5. Electrical equipment should be inspected regularly, paying attention to the operational reliability of all interlock and safety devices, checking for any loose connections at the wiring terminals. Before inspecting the electrical equipment, the main power supply should be turned off. The grounding of the electrical equipment must be in good condition. Electric motors should always be kept clean and dry, and dust should be removed periodically.
Twin-screw co-rotating extruderFrequently Asked Questions and Solutions:
The main motor cannot start
1. Cause of occurrence:
Start-up procedure error.
(2) There is an issue with the main motor thread, communication failure
(3) The interlock device associated with the main motor is activated.
2. Processing methods:
(1) Check the procedure and restart the machine in the correct sequence.
(2) Check the main motor circuit.
(3) Check if the lubricating oil pump has started, and inspect the status of the interlock devices related to the main motor; the motor cannot be started if the oil pump is not running.
(4) Check if the emergency button has been reset.
II. Unstable main motor current
1. Cause of occurrence:
Feeding is uneven.
(2) A certain heater has malfunctioned and is not heating.
(3) The screw adjustment pad is incorrect, or the phase is incorrect, causing component interference.
2. Processing Methods:
Check the feeder and troubleshoot.
(2) Check if each heater is working properly, and replace the heater if necessary.
(3) Check the adjustment shims, pull out the screw to inspect for any interference.
III. The starting current of the main motor is too high
1. Cause of occurrence:
Insufficient heating time, high torque.
(2) A certain heater is not working.
2. Processing Methods:
Before starting the machine, manually turn the shaft. If it does not turn easily, extend the heating time or check whether each section of the heater is functioning properly.
IV. Poor Material Discharge or Clogging at the Die Head
1. Cause of occurrence:
A section of the heater is not working, resulting in poor plasticization of the material.
(2) The operating temperature is set too low, or the molecular weight distribution of the plastic is wide and unstable.
(3) There may be foreign objects that are not easily melted.
2. Processing Methods:
Check the heater and replace if necessary.
(2) Verify the set temperatures for each section, and if necessary, consult with the process engineer to increase the temperature settings.
(3) Clean and inspect the extrusion system and die head.
V. Unstable Head Pressure
1. Cause of occurrence:
The main motor speed is uneven.
(2) The feeding motor speed is uneven, causing fluctuations in the feeding amount.
2. Processing Methods:
Check the main motor control system and bearings.
(2) Check the feeding system motor and control system.
VI. Low lubricating oil pressure, oil pump alarm
1. Cause of occurrence:
Lubricating oil is insufficient.
(2) Pipeline blockage, the filter has not been cleaned on a regular basis.
(3) Oil pump damage
2. Treatment methods:
Check and add the correct grade of gear oil.
(2) Check the oil lines and filters and clean them.
(3) Check the oil pump and replace if necessary
VII. The nylon pin is cut off
1. Cause of occurrence:
The torque of the extrusion system is too high.
(2) The main motor and the input bearing are not concentric.
2. Treatment Methods:
(1) Check if any metal or other objects have entered and jammed the screw in the extrusion system. When it first occurs, check whether the preheating warm-up time or temperature rise value meets the requirements.
(2) Adjust the main motor.
VIII. Sudden decrease in extrusion output
1. Cause of occurrence:
The feeding system has malfunctioned or there is no material in the hopper.
(2) The extrusion system has seized the screw, preventing the material from passing through.
2. Processing Methods:
Check the material level in the feeding system or hopper.
(2) Inspect and clean the extrusion system.
Nine, inaccurate temperature control
Causes of occurrence
The temperature controller is not functioning properly.
The thermocouple is not making good contact.
(3) The cooling system is not functioning properly.
2. Treatment Methods
Check the temperature control meter's wiring and parameters, and if necessary, perform auto-tuning or replace the instrument.
(2) Check if the thermocouple is in good contact
(3) Check if the corresponding solenoid valves are functioning properly, and ensure that the water lines are unobstructed.
10. Insufficient vacuum or no effect
Causes of occurrence
Vacuum pump failure
(2) Pipe leakage, blockage
(3) The material has not formed a closed cavity
2. Treatment Methods
Check the vacuum pump and ensure that the circulating water is flowing smoothly. The exhaust piping should not be reduced in size.
(2) Check for any leaks or blockages in the piping, and if necessary, disassemble and reinstall. Pay special attention to the sealing gaskets.
(3) Check if gas is being sucked in at the opening position, and modify the screw structure if necessary.
Eleven, sudden power failure when the extruder is operating normally
Treatment method:
Immediately turn off the main switch of the extruder, and manually rotate the extruder motor by hand using the belt or a crank to discharge as much material as possible from inside the extruder, minimizing the residue in the screw barrel. If the main motor of the extruder is directly connected to the gearbox and there is no device for cranking the motor, you can also increase the cooling water in the cooling system to rapidly cool down the temperature of the extruder's screw barrel and screw, preventing the material inside the extruder from aging.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).