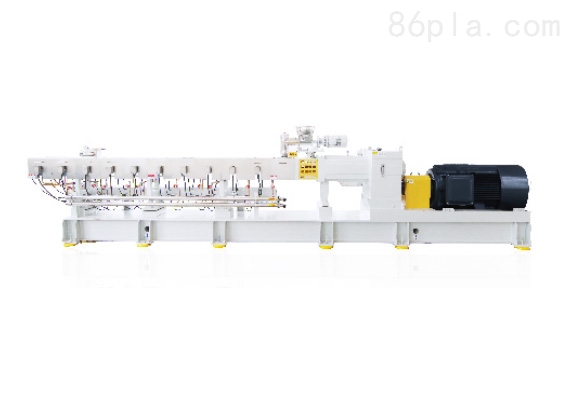
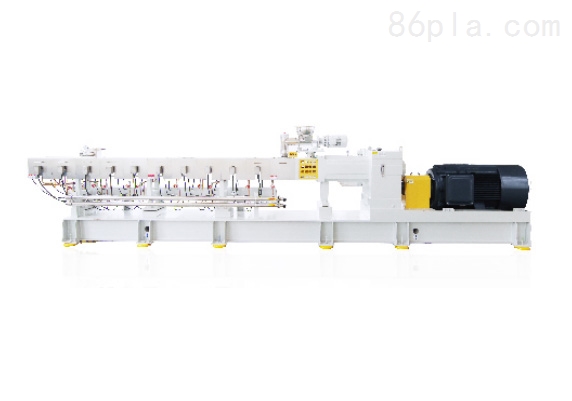
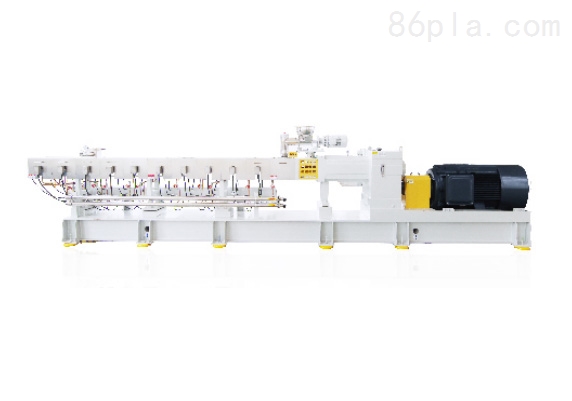
Brief description:The co-rotating twin-screw extruder consists of several parts including the drive unit, feeding device, barrel, and screws. The functions of these components are similar to those of a single-screw extruder, as shown in Figure 1. The difference from a single-screw extruder is that the twin-screw extruder has two parallel screws placed within a barrel with an "∞"-shaped cross-section.
It consists of several parts including the drive unit, feeding device, barrel, and screws, with each component serving a similar function to those in a single-screw extruder, as shown in Figure 1. The difference from a single-screw extruder is that a twin-screw extruder has two parallel screws placed within a barrel with an "∞"-shaped cross-section.
Features: Equipped with the corresponding screws and auxiliary machines, it can directly extrude various thermoplastics, especially rigid PVC powder, into pipes, sheets, films, and profiles, as well as complete the modification of various plastics and the granulation process of powders. It adopts a DC motor, thyristor infinite speed regulation, equipped with overload protection and fault alarm, screw core oil circulation constant temperature, barrel oil cooling, and is fitted with a vacuum exhaust pipe device and a quantitative feeding device.
Operation:
Close the switch and contactor, adjust the temperature gauge, and after the actual temperature reaches the set temperature, maintain it for 20 to 30 minutes.
2) When the temperature of a certain section exceeds the set temperature by 5°C, start the water pump and adjust the pressure valve to maintain the water pressure between 0.2 and 0.3 MPa, controlling the temperature fluctuation.
3) Manually rotate the screw in the direction indicated by the coupling; it should move freely, with rotation of no less than one full turn.
4) Add the pre-mixed material into the main hopper.
5) Open the inlet and outlet water valves, and start the air knife.
6) Start the pelletizer at low speed and activate the vibrating screen;
7) Start the oil pump and delay for 1 minute to stabilize the oil pressure within the range of 0.05 to 0.2 MPa;
8) Start the main motor and gradually increase the speed to 30~50 r/min
9) Start the feeder to slowly add material, ensuring that the main unit's load current does not exceed 50% of the rated current, and make sure there is no material accumulation at the feeding port.
10) After the strip comes out of the die, the main machine accelerates to 150~500 r/min
11) Gradually increase the feeding rate, ensuring that the current does not exceed 70-80% of the rated current.
12) The strand is guided forward into the water, consistent with the extrusion speed, and the head is cut off using scissors after exiting the water trough, ensuring the strand diameter is between Φ2 to Φ4.
13) Air knife, adjust the slitter speed to match the extrusion speed
1) No metal foreign objects are allowed to enter the hopper to avoid damaging the screw.
Before starting up, the screw must be turned to rotate for more than one full revolution.
3) During normal operation, the main unit should not run at low speed without load for more than 2 minutes;
4) No one should stand in front of the machine head when starting, to prevent injury from ejected materials.
5) Set the process conditions according to the operation records without exceeding the speed limit;
6) During cleaning, avoid letting water or oil enter the electrical control cabinet, and do not pull or touch any wire connections to prevent loosening and moisture.
7) Regularly check all lubrication points, including forced oiling and pressure cup lubrication;
8) Pay attention to the changes in the soft water quality, and if it turns black, it should be replaced promptly.
9) When straightening the material strips, use your hand or a plastic strip, not a metal one;
10) Do not touch any rotating parts of the equipment.
Nanjing Xintuo Intelligent Equipment Co., Ltd. was established on May 29, 2020, with Zhou Xianting as the legal representative. The registered capital is 10 million RMB, and the unified social credit code is 91320113MA21LF2H92. The company is located in the Baima Town Industrial Concentration Zone, Lishui District, Nanjing City. It belongs to the other manufacturing industry. Its business scope includes: Permitted projects: import and export of goods; import and export of technology (projects that require approval by relevant departments can only be carried out after obtaining such approval, specific business items are subject to the approval results). General projects: sales of intelligent material handling equipment; research and development of machinery and equipment; general equipment manufacturing (excluding special equipment manufacturing); specialized equipment manufacturing (excluding licensed specialized equipment manufacturing); sales of metal products; wholesale of electronic components; sales of instruments and meters; sales of artificial intelligence hardware; processing and sales of mechanical parts and components; general component manufacturing; sales of plastic products; production and sales of Class I medical devices; sales of Class II medical devices; sales of health supplies and disposable medical supplies; sales of special labor protective equipment; technical services, technical development, technical consultation, technical exchange, technology transfer, and technology promotion (except for projects that require approval, activities can be conducted independently according to the business license). The current operating status of Nanjing Xintuo Intelligent Equipment Co., Ltd. is active (in operation, open, registered).