




Optimizing Screw Configuration and Feeding Significantly Improves Modified ABS Impact Strength (With Plan)
The co-rotating twin-screw extruder is a major category in the twin-screw extruder family. It is widely used in polymer blending, filler modification, fiber reinforcement, and reactive extrusion.
Compared with a single-screw extruder, a co-rotating twin-screw extruder offers easier feeding, shorter residence time of materials in the screw, better mixing and plasticizing performance, and superior venting capability. In the production of modified plastics, the co-rotating twin-screw extruder is the core equipment for achieving efficient compounding and reinforcement modification. Compared with a single-screw extruder, it has outstanding advantages in mixing performance, venting capacity, and feeding flexibility; however, if the complex screw configuration and feeding process are not optimized, they may instead lead to a decline in the performance of heat-sensitive materials such as ABS.
ABS resin is widely used due to its excellent comprehensive performance, but its molecular structure determines that it easily degrades under high temperature and high shear. When processing ABS with a general-purpose twin-screw extruder with a large length-to-diameter ratio (L/D=40), optimizing the screw "formulation" and feeding strategy to protect the material's performance becomes crucial for ensuring product quality. However, there are many operational variables, such as feeding amount, feeding method, and screw configuration. Therefore, in addition to optimizing the product formulation and operational conditions (screw speed, temperature in various screw zones), it is essential to optimize the screw combination and feeding process to produce plastic products with excellent mechanical properties.
Acrylonitrile-butadiene-styrene copolymer (ABS) is currently one of the engineering plastics with the largest output and widest application. It combines the various properties of polystyrene (PS), acrylonitrile-styrene copolymer (AS), and polyacrylonitrile (PAN) in an integrated manner. It not only has well-balanced mechanical properties in terms of toughness, hardness, and rigidity, but also exhibits good chemical resistance, dimensional stability, surface gloss, low-temperature resistance, colorability, and processability. ABS has developed extremely rapidly and is widely used in the fields of electrical and mechanical equipment, home appliances, transportation, and more, for manufacturing gears, pump impellers, bearings, instrument housings, appliance housings, automotive wheel covers, and so on. However, because ABS is prone to degradation under high temperature or high shear conditions, its mechanical properties are often severely affected during processing due to inappropriate screw length-to-diameter ratio, improper selection of screw configuration, or unreasonable process control. Normally, the extruder screw used for ABS processing has a relatively small length-to-diameter ratio, but our center does not have a low length-to-diameter ratio extruder suitable for ABS processing, and can only use the existing 58 mm co-rotating intermeshing twin-screw extruder with a length-to-diameter ratio of 40.
To ensure product quality and address the decline in mechanical properties during the processing of modified ABS, the author conducted research and optimization on the screw configuration and feeding method of a 58 mm co-rotating twin-screw extruder, and analyzed the impact of the optimized screw configuration and feeding process on the mechanical properties of modified ABS.
Facing the above contradictions, our optimization experiments start from the core variable of screw combination. The current mainstream modular screw design allows us to combine different threads and kneading block elements for ABS characteristics, just like building with Lego.
1
Effect of Different Screw Configurations on the Mechanical Properties of Modified ABS
At present, co-rotating twin-screw extruders adopt a modular design, which can be optimized and assembled for different polymers, different formulations, and different additive systems. In addition, according to the characteristics of the materials and additives, such as conveying, melting, and mixing behavior, as well as the final mechanical property requirements of the modified polymer, feeding can be carried out separately through the main feed port of the extruder and the downstream feed port after the plasticizing section. This can reduce specific energy input, enable low-temperature extrusion, and prevent material degradation. The screw elements used are two-flight conveying elements and kneading elements.
(1) Conveying element
At present, the most commonly used conveying elements in co-rotating intermeshing twin-screw extruders are screw-channel-shaped elements manufactured according to the principle of relative motion, such as forward screw elements and reverse screw elements, as shown in Figure 1.
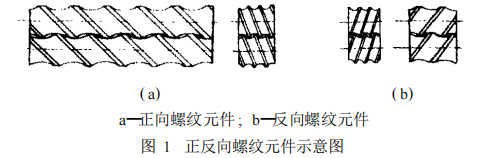
The conveying screw elements are self-wiping, longitudinally open and transversely closed, and have a strong conveying effect. The material residence time is short, the self-cleaning performance is good, and high pressure can be built up over a short axial distance. To promote material melting, increase pressure, enhance mixing performance, and increase material residence time and shear energy input, reverse screw elements should also be installed upstream of the venting zone.
(2) Shear Element
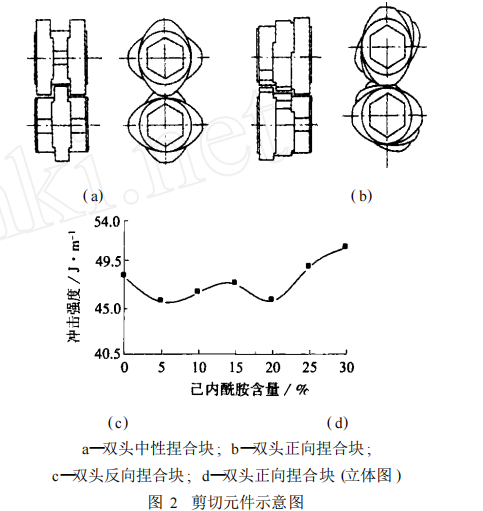
Shear elements mainly refer to the kneading block elements commonly used in co-rotating intermeshing twin-screw extruders. Their primary function is to provide high shear, thereby enabling effective dispersive mixing and distributive mixing. According to the difference in their stagger angles, they can be classified into neutral kneading blocks, forward kneading blocks, and reverse kneading blocks. Kneading blocks with a stagger angle of 90° are called neutral kneading blocks. Those in which the helical angle formed by the staggered arrangement of kneading discs is in the same direction as that of the forward conveying screw elements are called forward kneading blocks. Those in which the helical angle formed by the staggered arrangement of kneading discs is in the same direction as that of the reverse screw elements are called reverse kneading blocks. Figure 2 shows various types of shear elements (kneading blocks).
As can be seen from Table 2, the extrusion performance of screw configuration 1# is the poorest.
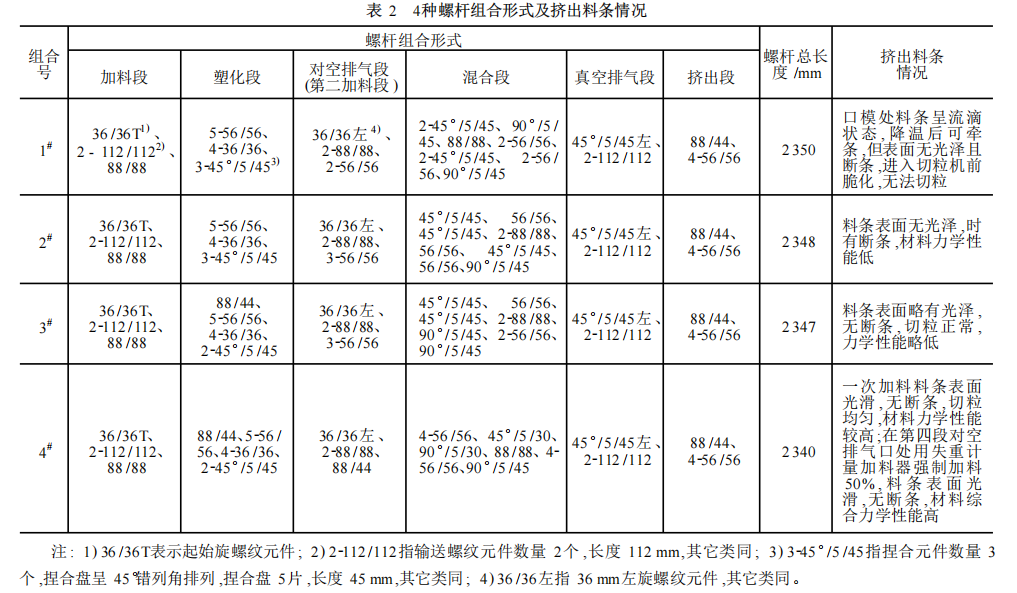
Therefore, with the ABS formulation kept exactly the same, the effects of screw configurations No. 2–4 and feeding processes on the mechanical properties of modified ABS were investigated, and the results are listed in Table 3.
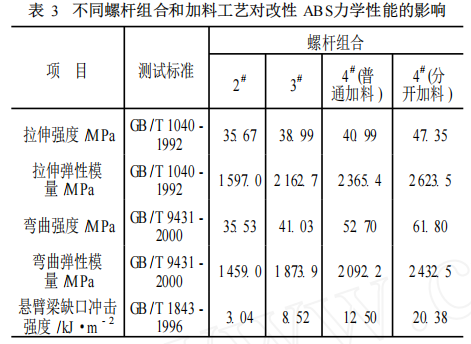
As can be seen from Table 3, different screw configurations have a significant effect on the mechanical properties of the modified ABS. From the 2# to the 4# screw configuration, the tensile strength, flexural strength, and notched impact strength of the modified ABS all increased substantially, with the notched impact strength showing the largest increase. The modified ABS extruded with the 4# screw configuration exhibited the best overall performance, followed by the 3# screw configuration, while the 2# screw configuration was slightly inferior to the 3# configuration.
The relatively low overall mechanical properties of modified ABS produced with screw configurations No. 2 and No. 3 are mainly due to the excessive emphasis of these configurations on achieving dispersive and distributive mixing by increasing the number of kneading blocks, while neglecting the effects of the large screw length-to-diameter ratio and high shear intensity on the properties of modified ABS. Since ABS is a non-Newtonian fluid, the melt viscosity is related to both processing temperature and shear rate, and is particularly more sensitive to shear rate. In screw configuration No. 4, one 45° kneading block was removed from the plasticizing section, two thin kneading elements were used to replace the thick kneading elements in the mixing section, and the number of kneading elements was reduced. As a result, the overall mechanical properties of the modified ABS were significantly improved.
2
The influence of different additive processes on the mechanical properties of modified ABS.
Because ABS is extremely sensitive to the screw’s shear stress and shear rate, although the screw configuration was optimized by reducing the kneading block elements, the large length-to-diameter ratio of the screw itself caused the material to remain in the screw for too long, undergoing repeated compression, backflow, stretching, and shearing, which led to a decline in the material’s mechanical properties. Therefore, the author installed a loss-in-weight metering feeder at the downstream glass fiber feeding port to quantitatively add 50% of the material. For this portion of the material, both the shear it experienced and its residence time in the screw were reduced by one-third, thereby reducing the likelihood of deterioration in mechanical properties caused by excessive shear and overly long residence time in the screw, and significantly improving the overall mechanical properties of the modified ABS.
Modified by screw compounding and produced using a separate feeding process.The mechanical properties of ABS were all improved, meeting user requirements. Moreover, this feeding process and the optimized screw combination have the same effect on processing products such as glass fiber reinforced ABS and flame-retardant modified ABS.
In summary, through the optimization of the system process, we have not only found a feasible solution for processing ABS with specific equipment but also validated the universal value of refined process control in enhancing the performance of modified plastics.
-
Through optimization experiments, a screw configuration suitable for processing modified ABS was identified. This screw configuration provides gentle shear on ABS, offers excellent plasticization, and ensures uniform filler distribution, thereby improving the mechanical properties of the modified ABS.
-
Using an optimized screw combination together with loss-in-weight feeding at the downstream feed port, the modified ABS produced shows a more significant improvement in overall mechanical properties.
-
The screw configuration of the twin-screw extruder has a significant impact on the mechanical properties of modified ABS and various other modified engineering plastics. Adopting a reasonable screw combination is a necessary condition for obtaining engineering plastics with excellent overall performance.
-
Using separate feeding can achieve a higher extrusion rate, reduce the residence time of the material in the screw, lower the shear rate, and enable low-temperature extrusion, which is also one of the effective ways to improve the mechanical properties of modified engineering plastics.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-

Raw Material Supply Shortage! INEOS Phenol Declares Force Majeure on Phenol and Acetone Businesses
-

Lantiche Group To Shut Down Italian Adipic Acid Production Plant
-

Resin Market Trends Diverge: Buyers' Bargaining Advantage Hit by Geopolitical Uncertainty
-

AI Computing Power Demand Ignites Electronic Fabrics! China Jushi Hits Limit Up! Domestic Substitution Welcomes Golden Window
-

Strait of Hormuz Blocked Again, Supply-Demand Mismatch in Polyolefin Market Set to Intensify!


