




Toughening Agent Application Solutions in Nylon Materials
Nylon (PA), the most produced and widely used variety among the five major engineering plastics, is extensively applied in automotive, electronic/electrical, rail transit, and new energy sectors, owing to its excellent mechanical strength, wear resistance, self-lubricity, and resistance to chemical solvents. However, unmodified base nylon exhibits significant inherent deficiencies: poor impact strength under dry conditions and at low temperatures, high notch sensitivity, and insufficient toughness of products in cold seasons. Additionally, nylon suffers from inadequate heat deflection temperature, susceptibility to thermal-oxidative and photo-aging, and degradation during processing. Adding toughening agents for modification represents the most economical and efficient technical approach to address these issues.
I. Toughening Mechanism
1. Core Toughening Principle
Nylon toughening is primarily achieved by incorporating an elastomer or rubbery second component. For the nylon matrix, the core toughening mechanism of elastomers is that the elastomer particles act as stress concentrators within the matrix. During impact, energy is effectively dissipated through cavitation of the elastomer particles themselves or at the phase interface, or through interactions between the elastomer and the matrix, thereby enhancing toughness.Studies on the Nylon-6/gEPR blend system indicate that the toughening mechanism primarily involves cavitation of rubber particles and shear yielding of the plastic matrix; the incorporation of grafted elastomers significantly enhances the notched impact strength of Nylon-6.
2. Key factors influencing toughening effect
The toughening effect depends on the following key factors:
Size and dispersion state of rubber particlesThe rubber particle size should be larger than the crack thickness to prevent the rubber particles from being encapsulated within the propagating crack.
Interface bonding statusThe interfacial adhesion should be strong enough to ensure effective stress transfer and blunt crack propagation.
Average distance between particlesIt should be small enough to arrest the crack.
Shear modulus and glass transition temperature of the dispersed phase
3. Interface Compatibility
Rubber and plastic matrices are typically incompatible, so the interfacial interaction between the two phases becomes a critical factor influencing the properties of the blend.Simple physical blending is ineffective because the rubber particles are too large to efficiently dissipate impact energy. Good compatibility is key to improving the performance of PA blends. The most effective approach is to incorporate a third component (a compatibilizer) to enhance compatibility between PA and the dispersed phase, with block and graft copolymers being the most commonly used.
II. Main Types and Characteristics of Toughening Agents
1. Elastomer/Rubber Toughening Agents
This is the most widely used class of toughening agents for nylon, mainly including:
Maleic Anhydride Grafted Ethylene Propylene Diene Monomer Rubber (EPDM-g-MAH)
EPDM-g-MAH is one of the most mature toughening agents for nylon, especially suitable for outdoor applications requiring high weather resistance. Studies have shown that EPDM-g-MAH can increase the impact strength of nylon by more than threefold at −40 °C.In PA6/carbon fiber composites, after adding EPDM-g-MAH for toughening modification, the tensile strength and impact strength increased by 7% and 16% respectively compared to unmodified PA6/CF, while the interfacial bonding between carbon fibers and the matrix was significantly enhanced.
(2) Maleic anhydride grafted polyolefin elastomer (POE-g-MAH)
POE-g-MAH is one of the most widely used toughening agents for nylon in industrial applications. The dispersion diameter of POE-g-MAH in glass fiber reinforced nylon (SGF-PA) can reach 10.7 μm. It exhibits better toughening effect than POE/PE-g-MAH and EPDM-g-MAH. When the content of toughening agent is 8%, it can better meet the requirements of low-temperature toughness and mechanical properties.Although POE-g-MAH is slightly less effective in toughening than rubber elastomers, it has good process flowability and does not have the cross-linking issues associated with rubber elastomers.
Maleic anhydride grafted hydrogenated styrene-butadiene block copolymer (SEBS-g-MAH)
(4) Other types of toughening agents
Typical compatibilizers initially used for PA toughening include MAH-g-PP (maleic anhydride grafted polypropylene), MAH-g-EPDM, MAH-g-LDPE, MAH-g-PP, oxidized PE, and MAH-g-SEBS.In recent years, new toughening agents such as epoxidized silicone rubber have also been gradually applied, which can significantly improve the low-temperature brittleness of nylon products and overcome the poor interfacial compatibility between silicone rubber and nylon, making the composite materials have high notched impact performance at both room and low temperatures.
Rigid particle composite toughening
Based on elastomer toughening, incorporating nanoscale inorganic fillers can achieve a balance between stiffness and toughness. Common approaches include:
Nano SiO₂Addition of 1-3 wt%, which can simultaneously enhance toughness and stiffness, increasing tensile strength by 20%-30%
Multi-Walled Carbon Nanotubes (MWNTs)After acid treatment, carboxyl groups can be grafted onto the surface, which chemically bond with the amide groups on PA6, enhancing the dispersion of MWNTs in the PA6 matrix and increasing the interfacial bonding.
Ultra-High Molecular Weight Polyethylene (UHMWPE)Blending with nylon can significantly improve wear resistance, reducing the friction coefficient by 40%.
Montmorillonite (MMT)Acts as a heterogeneous nucleating agent, enhancing the crystallinity of the composite material.
3. Hybrid Toughening System
A single toughening agent struggles to meet complex performance requirements, making composite toughening the current mainstream approach. A typical example is the POE/nano-SiO₂ composite toughening of PA6, which combines high flowability with halogen-free flame retardancy.In formulation design, a composite system primarily using POE-g-MAH with EPDM-g-MAH as a secondary component is commonly employed. Additionally, the combination approach of "primary toughening agent + reactive toughening agent" is gaining increasing popularity, where the reactive toughening agent is an anhydride-modified product of a 1,1-disubstituted olefin.
III. Typical Formulations and Processes
Toughening agent addition amount
The addition amount of toughening agent needs to be optimized according to the target performance.
Ordinary tougheningToughening agent dosage 2-6%
Ultra-tough NylonToughening agent content 10-20%
Suggested starting dose4–6% testing, progressively adjusted according to toughness requirements
Fiberglass Reinforcement SystemWhen the toughening agent content is 8%, it can better meet the low-temperature toughness requirements.
Taking a high-grafting-ratio toughening agent as an example, adding 5% to PA6 increases the notched Izod impact strength from 10 kJ/m² to 22 kJ/m², and at 20% addition, it reaches 80 kJ/m²; in PA66, 5% addition raises the impact strength from 8 kJ/m² to 17 kJ/m², and at 20% addition, it also reaches 80 kJ/m².
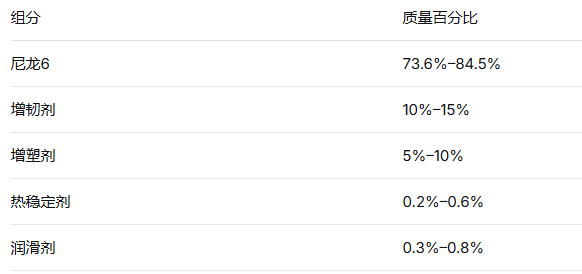
2. Plasticizer Toughening Formula
By introducing a third component plasticizer into conventional toughened nylon, the amount of toughening agent can be significantly reduced while still maintaining high toughness of the nylon material, along with a substantial improvement in flowability. A typical formulation composition is as follows:
3. Glass Fiber Reinforced Toughening Formula
For glass fiber-reinforced and toughened nylon, a balance between strength and toughness must be comprehensively considered. Studies show that incorporating high-performance glass fibers—with a number-average retained fiber length reaching 326 μm—yields superior reinforcement compared to conventional glass fibers. Regarding toughening agents, POE-g-MAH demonstrates optimal performance due to its excellent dispersion.
4. Key Processing Technology Points
During blending, add the toughening agent and mix it with the sprue material, recycled material, and virgin material for 5–8 minutes until evenly blended, then proceed to heat-drying the material.
: Melt blending is carried out using a twin-screw extruder, with the temperature controlled within the range of 210°C–245°C for melt extrusion and pelletization.
Grafting Ratio ControlThe grafting amount of maleic anhydride needs to be controlled between 0.8%-1.2%, as an excess can lead to the embrittlement of the toughening agent.
IV. Typical Application Areas
1. Automotive field
Lightweight Materials for New Energy VehiclesThe low-temperature toughening agent allows nylon materials to function normally at -40°C. It has now been applied in new energy vehicles and automotive lightweight materials. Adding just 3% can more than double the strength of glass fiber and polypropylene composites.
BumperEPDM-g-MAH toughened PA66 for bumpers, offering low-temperature impact resistance and a 30% weight reduction.
Components around the car engineNylon toughening materials are widely used in automotive engines and components around the engine.
New energy vehicle battery pack componentsincluding battery pack mounting clips, wiring terminal covers, etc.
Electronic casingPOE/nano SiO₂ toughened PA6 with high fluidity and halogen-free flame retardancy
Electrical/Electronic componentsUltra-high-flow nylon toughening agents can be used in automotive parts, electrical/electronic components, and household appliances. They are easy to process and exhibit excellent thermal stability and outstanding low-temperature impact resistance.
New energy vehicle cable sheathUsing self-produced high-viscosity nylon 1012 as the base material, adding toughening agents, flame retardants, and other additives to meet the technical and processing performance requirements for electric vehicle cable sheathing.
3. Industrial and Mechanical Field
Toughened nylon compositions are widely used in transportation, machinery, and instrumentation fields.Typical applications include PA heat insulation strips, PA packing straps, etc., it is recommended to use high-strength PA toughening agent (such as N410)
V. Toughening Agent Selection Recommendations
1. Major manufacturers and brand numbers
Domestic Representative Enterprise—Ningbo Nengzhiguang New Materials Technology Co., Ltd.:
Nengzhiguang is a leading company in the field of polymer grafting modification materials in China. It has independently developed more than 300 grades of products, which are applied in end markets such as modified plastics, composite materials, and functional films. Its customers include well-known domestic enterprises such as Jinfa Science & Technology, Plite, Wama Electric Cable, Huitong Co., Ltd., and Zhongtian Technology, as well as global leading customers such as LG, Borouge, BASF, and SABIC.Its nylon toughening agent product system is as follows:

International manufacturersDuPont’s Zytel ST 801 is a world-renowned toughened modified PA66 grade. The wet-state Charpy impact strength of the standard PA66 grade Zytel 101L is 5 kJ/m² and 15 kJ/m², whereas that of Zytel ST 801 reaches as high as 90 kJ/m² and 115 kJ/m², respectively. Other prominent manufacturers include Allied, Dexter, Bayer AG, Exxon, GE, Mitsubishi Chemical, Atochem, and BASF.
2. Selection Decision Guide

3. Selection Considerations
Grafting rateGraft copolymers with a high grafting ratio exhibit relatively better toughening effects on PA6, while also maintaining the tensile strength and flexural strength of the system effectively.
VOC Control: Toughening agents are pre-treated with silicone oil or the content of free maleic anhydride is reduced to lower volatile organic compound (VOC) emissions.
Odor treatmentSelect low-odor toughening agents, such as products manufactured using a unique stabilized grafting process.
Low-temperature brittleness suppressionAdding polyether polyol (number average molecular weight 3000-5000) can inhibit brittle fracture at -40℃.
VI. Industry Development Trends
1. High Performance and Multi-Function Integration
Currently, nylon modification is evolving from the use of single additives toward multifunctional integration. Through synergistic innovation of systems such as chain extenders, anti-aging agents, and reinforcing/toughening agents, the thermal stability, mechanical properties, and durability of nylon materials have been significantly enhanced.Toughening technologies are being integrated with anti-aging systems, flame-retardant systems, and electrical/thermal conductivity functional systems to achieve “one additive, multiple functions.”
2. Accelerated localization substitution
Represented by companies like Nengzhi Light, domestic enterprises have recently launched nylon toughening agents that have reached the standards of similar imported products and achieved sales growth.Products such as low-temperature nylon toughening agents are domestic firsts, while plastic alloy compatibilizers and others have been listed as National Key New Products.
3. Greening and Sustainability
Under the "double carbon" goal, modified additives are promoting the high-value utilization of recycled nylon. Toughening modification technology can effectively repair the performance degradation caused by the degradation of recycled nylon, promoting the recycling and reuse of nylon materials.
4. Exploration of New Toughening Technologies
Ultra-fine fully vulcanized powder rubber toughening: Suitable for high-temperature resistant nylon material
Epoxy-modified silicone rubber tougheningImprove the interfacial compatibility between silicone rubber and nylon
Synergistic modification of carbon fiber/toughening agentEnhancing the skeleton while optimizing interface integration for high-performance composite materials such as cycling shoe soles.
In terms of material selection, considerations should comprehensively include the specific operating temperature (room temperature, −40°C, or −60°C), whether the material is reinforced with glass fiber or carbon fiber, and requirements for tensile strength, among other factors. Currently, domestic toughening agents have achieved technical parity with international leaders across multiple key performance indicators. Meanwhile, the industry is rapidly advancing toward high-performance integration, domestic substitution, green sustainability, and multi-functional synergy.
【Copyright and Disclaimer】The above information is collected and organized by PlastMatch. The copyright belongs to the original author. This article is reprinted for the purpose of providing more information, and it does not imply that PlastMatch endorses the views expressed in the article or guarantees its accuracy. If there are any errors in the source attribution or if your legitimate rights have been infringed, please contact us, and we will promptly correct or remove the content. If other media, websites, or individuals use the aforementioned content, they must clearly indicate the original source and origin of the work and assume legal responsibility on their own.
Most Popular
-
From Compliance to Competitiveness: Alpla’s Circular Design and Recycling Practices Driven by PPWR
-

Overseas News: PPG Announces Global 20% Price Increase; Sika Launches High-Performance Polyamide (PA) New Product; AIP Announces Nearly $10 Billion Acquisition
-

15 Companies, 30 Material Technologies: 2026 Rubber & Plastics Exhibition Visitor Guide (I)
-

Driving Intelligent Upgrades In Rubber And Plastics Industry! Preview Of Concurrent Activities At Chinaplas 2026 International Rubber & Plastics Exhibition (Part 2)
-

BASF Delivers First Batch of Innovative Cathode Materials for Semi-Solid-State Batteries to Weilan New Energy



